
Модуль A. Построение 3D модели детали
На выполнение задание отводится 2 часа.
Построить технологическую 3D модель детали согласно чертежу «Деталь A».
Для выполнения модуля А участнику выдается:
- Чертеж «Деталь A»
По чертежу «Деталь A» необходимо построить модель детали в середине полей допусков.
Результат выполнения задания:
- Файл модели «Деталь A»
Модуль C. Разработка технологического процесса на деталь.
На выполнение задание отводится 4 часа.
Разработка технологического процесса на изготовление детали «Деталь C» в количестве 1 шт.
Для выполнения модуля C участнику выдается:
- КД на «Деталь C»
- Исходные данные
- Каталоги режущего инструмента в формате PDF (SECO, Sandvik, Iscar)
- Каталог оборудования
- Каталоги измерительного и контрольного инструмента
- Бланки ТП (МК, ОК, КЭ и тд)
- Справочная литература
Необходимо разработать технологический процесс на изготовление «Деталь C», который содержит карты МК, ОК, КЭ. Операции механической обработки и контроля должны содержать технологические переходы, средства технологического оснащения, режимы резания, оборудование (при наличии). Карта эскизов должна содержать обрабатываемые поверхности, операционные размеры, зажимные приспособления и шероховатости.
Работа оформляется и сдается в распечатанном и электронном виде на форматах А3, А4 (количество листов не ограничено) на выданных бланках. Использование баз данных и автоматизированных систем разработки ТП не допускается. Рукописные исправления на распечатанных бланках не допускаются.
Результат выполнения задания:
Комплект технологических карт (технологический процесс) на изготовление детали.
Технологические процессы в машиностроении

Тест по «Технологические процессы в машиностроении» выполняет одновременно целый ряд функций:
1. Контролирующую;
2. Обучающую;
3. Развивающую;
4. Воспитывающую;
5. Диагностическую;
6. Прогностическую.
Тест можно использовать не только на занятиях, но и в качестве домашнего задания
Инструкция к тесту
Инструкция к тесту
- Одиночный выбор. Тестируемому предлагается выбрать только один вариант ответа из нескольких предложенных. Это можно сделать двумя способами:
- Щелкнуть по соответствующему переключателю левой кнопкой мышки. Переключатели позволяют выбрать только один из двух и более параметров.
- Нажать на клавиатуре цифру — номер варианта от 1 до 5 (в зависимости от количества вариантов в задании).
- Установление порядка следования. Тестируемому предлагается упорядочить список. Для этого нужно для каждого элемента (варианта ответа) выбрать из выпадающего списка его порядковый номер. Это можно сделать двумя способами:
- Щелкнуть по раскрывающемуся списку левой кнопкой мышки и выбрать нужный порядковый номер.
- Нажать на клавиатуре номер варианта от 1 до 5 (в зависимости от количества вариантов в задании). Нажатие клавиши 1 позволяет перебрать номера в списке д ля первого варианта, клавиши 2 — для второго и т.д. При нажатии клавиш происходит переход к следующему значению списка по кругу, т.е. 1-2-3-4-5-1-2…
- Сопоставление вариантов. Вопрос на сопоставление предполагает выбор номера соответствующего варианта из всех предложенных. Т.е. даны два столбика — для каждого варианта из первого столбика необходимо указать соответствуюший вариант из второго. Это можно сделать двумя способами:
- Щелкнуть по раскрывающемуся списку левой кнопкой мышки и выбрать нужный порядковый номер.
- Нажать на клавиатуре номер варианта от 1 до 5 (в зависимости от количества вариантов в задании). Нажатие клавиши 1 позволяет перебрать номера в списке для первого варианта, клавиши 2 — для второго и т.д. При нажатии клавиш происходит переход к следующему значению списка по кругу, т.е. I-2-3-4-5-1-2…
После того, как выбран желаемый вариант ответа, то для перехода к следующему вопросу достаточно нажать либо клавишу Enter, либо клавишу Пробел, либо щелкнуть по кнопке «Дальше» мышкой.
Количество вопросов в тесте:
15
Что называется по стандарту технологическим
процессом?
— Часть производственного процесса,
содержащая целенаправленные действия
по изменению и (или) определению состояния
предмета труда.
2
Что называется по стандарту приспособлением?
— Технологическая оснастка, предназначенная
для установки или направления предмета
труда или инструмента при выполнении
технологической операции.
3
Что называется по стандарту операцией?
— Операция — законченная часть
технологического процесса, выполняемая
на одном рабочем месте.
4
Что называется по стандарту инструментом?
— Технологическая оснастка, предназначенная
для воздействия на предмет труда с целью
изменения его состояния.
5
Что называется по стандарту сборочной
единицей?
— Изделие, составные части которого
подлежат соединению между собой на
предприятии-изготовителе сборочными
операциями.
6
Что называется по стандарту исходной
заготовкой?
— Заготовка перед первой технологической
операцией. (более верно)
— Предмет труда перед первой технологической
операцией.
7
Что называется производственным циклом?
— Интервал времени от начала до окончания
процесса изготовления или ремонта
изделия.
8
Что называется объемом выпуска продукции?
— Количество изделий определенных
наименований, типоразмеров и исполнений,
изготовляемых или ремонтируемых в
течение планируемого периода времени.
9
Что называется циклом технологической
операции?
— Интервал календарного времени от
начала до конца периодически повторяющейся
технологической операции независимо
от числа одновременно изготовляемых
или ремонтируемых изделий.
— Время от начала до конца периодически
повторяющейся технологической операции.
10
Что называется по стандарту припуском?
— Слой материала, который необходимо
удалить с поверхности заготовки в целях
обеспечения заданных свойств обработанной
поверхности.
11
Что называется основным производством?
— Производство товарной продукции.
12
Что называется по стандарту серийным
производством?
— Производство, характеризуемое
изготовлением или ремонтом изделий
периодически повторяющимися партиями.
13
Что называется единичным технологическим
процессом?
— Технологический процесс изготовления
или ремонта изделия одного наименования,
типоразмера и исполнения, независимо
от типа производства.
14
Что называется по стандарту типовым
технологическим процессом?
— Технологический процесс изготовления
группы изделий с общими конструктивными
и технологическими признаками.
15
Какое из приведенных описаний
технологического процесса по стандарту
называется маршрутным?
— Сокращенное описание всех технологических
операций в маршрутной карте в
последовательности их выполнения без
указания переходов и технологических
режимов.
16
Что называется по стандарту установом?
— Часть технологической операции,
выполняемая при неизменном закреплении
обрабатываемых заготовок или собираемой
сборочной единицы.
17
Что называется по стандарту ЕСТД
позицией?
— Фиксированное положение, занимаемое
неизменно закрепленной обрабатываемой
заготовкой или собираемой сборочной
единицей совместно с приспособлением
относительно инструмента или неподвижной
части оборудования при выполнении
определенной части операции.
18
Что по стандарту называется рабочим
ходом?
— Законченная часть технологического
перехода, состоящая из однократного
перемещения инструмента относительно
заготовки, сопровождаемого изменением
формы, размеров, качества поверхности
и свойств заготовки.
19
Что по стандарту называется вспомогательным
переходом?
— Законченная часть технологической
операции, состоящая из действий человека
и (или) оборудования, которые не
сопровождаются изменением свойств
предмета труда, но необходимы для
выполнения технологического перехода.
20
Что называется по стандарту базированием?
— Придание заготовке или изделию
требуемого положения относительно
выбранной системы координат.
21
Что называется по стандарту опорной
точкой?
— Точка, символизирующая одну из связей
заготовки или изделия с выбранной
системой координат.
22
Число опорных точек на стадии базирования:
— меньше или равно 6.
23
Скольких степеней свободы лишается вал
при контроле биения шеек с установкой
в центрах?
— 5. или — 6.
24
Что называется по стандарту основной
базой?
— Конструкторская база данной детали
или сборочной единицы, используемая
для определения их положения в изделии.
25
Что называется по стандарту вспомогательной
базой?
— Конструкторская база данной детали
или сборочной единицы, используемая
для определения положения присоединяемого
к ним изделия.
26
Что называется по стандарту технологической
базой?
— База, используемая для определения
положения заготовки или изделия при
изготовлении или ремонте.
27
Что называется по стандарту измерительной
базой?
— База, используемся для определения
относительного положения заготовки
или изделия и средств измерения.
28
Введение новых технологических размеров
на финишных операциях приводит:
— к значительному ужесточению допусков
на эти размеры по сравнению с допусками
конструкторских размеров.
29
Для обеспечения правильности расположения
обработанных поверхностей детали
относительно необработанных поверхностей
рекомендуется в качестве баз на первых
операциях использовать:
— поверхности, которые не подлежат
обработке.
30
Скольких степеней свободы лишается
заготовка при установке по отверстию
на короткий срезанный (ромбический)
палец?
— 1.
31
Скольких степеней свободы лишается
заготовка при установке по отверстию
на короткий круглый палец?
— 2.
32
Какое соотношение связывает число
опорных точек n , которое дает подвижный
установочный элемент, с числом условных
точек точек контакта p и числом k степеней
свободы установочного элемента?
— n=p-k.
33
Скольких степеней свободы лишают узкие
кулачки патрона заготовку диска на
стадии базирования?
— 2.
34
Скольких степеней свободы лишается
заготовка вала при установке на жесткий
передний центр?
— 3.
35

Скольких степеней свободы лишает
неподвижная призма заготовку шатуна?
— 2.
36
Скольких степеней свободы лишается
заготовка вала при установке на плавающий
передний центр?
— 2.
37
Скольких степеней свободы лишает задний
центр заготовку вала?
— 2.
38
При установке диска в самоцентрирующих
тисках с призмой и плоской губкой:
— скорость призматической губки должна
быть больше.
39
При использовании плавающего переднего
центра:
— увеличивается точность продольных
размеров, заданных от базового торца.
40
Колебания глубины центрового отверстия
при работе по настройке не влияют на
точность продольных размеров вала,
заданных от его торца, если используют:
— плавающий передний центр.
41
Отклонения от параллельности оси
шпинделя токарного станка направлению
перемещения суппорта в горизонтальной
плоскости при обработке в патроне:
— вызывают появление конусности
обработанной поверхности.
42
Отклонения от параллельности оси
шпинделя токарного станка направлению
перемещения суппорта в горизонтальной
плоскости при обработке в центрах:
— практически не влияют на точность
обработки.
43
Биение центра при обработке двух шеек
вала на токарном станке за один установ
вызывает:
— биение поверхностей обработанных шеек
относительно других поверхностей.
44
При фрезеровании поверхностей вращения
на точность обработки практически не
влияют:
— динамическая неуравновешенность
заготовок.
45
Допуски на положение осей крепежных
осей отверстий:
— увеличивают в зависимости от
действительного диаметра обработки.
46
Биение рабочей части сверла относительно
основной конструкторской базы:
— увеличивает диаметр обработанного
отверстия.
47
При сверлении отверстия с использованием
кондуктора точность координат оси
отверстия практически не зависит:
— от квалификации рабочего.
48
Какую составляющую силы резания учитывают
чаще всего при расчетах точности
обработки?
— Py.
49
Какую форму будет иметь отверстие при
растачивании с подачей заготовки и
использованием консольной оправки?
— Цилиндрическую.
50
Какую форму будет иметь отверстие при
растачивании с использованием и подачей
консольной оправки?
— Конусообразную с уменьшением диаметра
при удалении от корпуса шпиндельной
бабки.
51
Как называют отношение одноименных
погрешностей заготовки и детали?
— Уточнением.
52
С какой целью используют метод ступенчатого
обтачивания?
— Для определения жесткости станка в
производственных условиях.
53
Что происходит при увеличении числа
звеньев технологической системы?
— Жесткость системы уменьшается.
54
С увеличением значений параметров
шероховатости поверхности деталей
жесткость технологической системы:
— уменьшается.
55
При нагревании вала диаметром 100 мм из
стали (коэффициент линейного расширения
0,00001 1/град) увеличение температуры на
10 град. вызывает изменение размера на:
— 0,010 мм.
56
Влияние тепловых деформаций на точность
обработки усиливается:
— при увеличении вылета резца из
резцедержателя.
57
Что понимают под естественным старением?
— Вылеживание заготовок.
58
Что понимается под размерным износом?
— Износ инструмента в направлении нормали
к обработанной поверхности.
59
При использовании абразивных
инструментов…
— широко применяется работа по промерам,
даже в крупносерийном и массовом
производствах.
60
Статическая настройка:
— позволяет при обработке первой же
заготовки обеспечить соблюдение
настроечного размера.
61
При определении размеров статической
настройки учитывают поправки, зависящие:
— упругих деформаций технологической
системы.
62
При статической настройке и точности
обработки не выше 11-го квалитета обычно
используют:
— установы (габариты).
63
Взаимозаменяемые настройки…
— повышают точность обработки.
64
При взаимозаменяемых настройках
используют:
— инструменты с регулировочными звеньями.
65
Погрешности, вызываемые размерным
износом инструментов, называются:
— закономерно изменяющимися.
66
При обработке партии заготовок
геометрические погрешности станка
являются:
— систематическими.
67
Погрешности закрепления — погрешности:
— случайные.
68
Погрешность настройки…
— является случайной в одних задачах и
систематической в других.
69
При отсутствии доминирующих факторов
распределение размеров, получаемых при
обработке, подчиняется
— нормальному закону.
70
Интенсивный размерный износ, связанный
со временем работы линейной зависимостью,
вызывает рассеяние размеров…
— по закону равной вероятности.
71
Метод кривых распределения:
— позволяет дать объективную оценку
точности операции, выполняемой при
вполне определенных условиях.
72
Диаграммы точности действующего
технологического процесса строятся…
— на основании точечных диаграмм.
73
Диаграмма точности действующего
технологического процесса:
— позволяет установить соотношение
между закономерно изменяющимися и
случайными погрешностями обработки.
74
Повышение качества поверхности:
— повышает износостойкость деталей
машин.
75
Нарост:
— не вызывает уменьшения шероховатости.
76
Шероховатость поверхности пластически
деформируемых материалов при увеличении
скорости резания…
— сначала возрастает, а потом убывает.
77
Усталостная прочность повышается:
— при наличии остаточных напряжений
сжатия в поверхностном слое.
78
При аналитическом определении
операционного припуска не учитывают:
— высоту неровностей обработанной
поверхности.
79
Интервал времени, равный отношению
цикла технологической операции к числу
одновременно изготовляемых или
ремонтируемых изделий, называется:
— штучным временем.
80
Регламентированное время выполнения
некоторого объема работ в определенных
производственных условиях одним или
несколькими исполнителями соответствующей
квалификации называется:.
— нормой времени.
81
При аналитическом определении
операционного припуска…
— учитывают возможность того, что
составляющие припуска могут изменяться
случайным образом.
82
Подготовительно-заключительное время
не расходуется на:
— смену затупившегося инструмента.
83
Рельеф поверхностей деталей машин
определяется:
— их макрогеометрией, волнистостью и
шероховатостью.
84
Высота неровностей профиля поверхности
по 10 точкам — это:
— сумма средних арифметических абсолютных
значений отклонений точек пяти наибольших
минимумов и пяти наибольших максимумов
профиля в пределах базовой длины.
85
Какой из перечисленных факторов не
влияет на образование микронеровностей
при лезвийной обработке:
— точность средств измерения.
86
Образующаяся при резании стружка
обрабатываемого материала оказывает
следующее влияние на поверхность детали:
— ухудшает качество поверхности.
87
Зависит ли величина микронеровностей
поверхности от скорости резания при
обработке пластичный:
— зависит вследствие образования нароста.
88
Какая из перечисленных мер не позволяет
уменьшить или устранить вибрации:
— увеличение массы заготовки.
89
Для полной ориентации призматического
тела в пространстве на него необходимо
наложить недостающие связи:
— г) одну относительно xoz или yoz и одну
относительно yox.
90
Формула для определения штучно-калькуляционного
времени имеет вид: (Тшт.к. — штучное время
Тп.з. — поодготовительно-заключительное
время N — число заготовок в партии):
— Тшт.к. = Тшт. + Тп.з. / N.
91
Какое из перечисленных времен не входит
в структуру штучного времени:
— подготовительно-заключительное.
92
На какое действие не затрачивается
время организационного обслуживания:
— смену затупившегося инструмента.
93
Формула для определения основного
технологического времени при точении
и фрезеровании имеет вид: (L — длина
рабочего хода Sm — минутная подача
инструмента V — скорость резания t —
глубина резания)
— То = L / Sm.
94

Корпус 1 редуктора установлен плоскостью
Д на плоскость Л плиты 2 и зафиксирован
на ней штифтами. При этом принадлежащие
ему поверхности являются:
— б) Б — вспомогательной конструкторской,
И, Г, Д, — основными конструкторскими
базами.
95

Для обработки в контейнере 1 отверстия
М сверление М заготовка устанавливается
на опорные элементы приспособления 2,
3, 4, 5. При этом технологическими базами
являются ее поверхности:
— К, Г, Б.
96

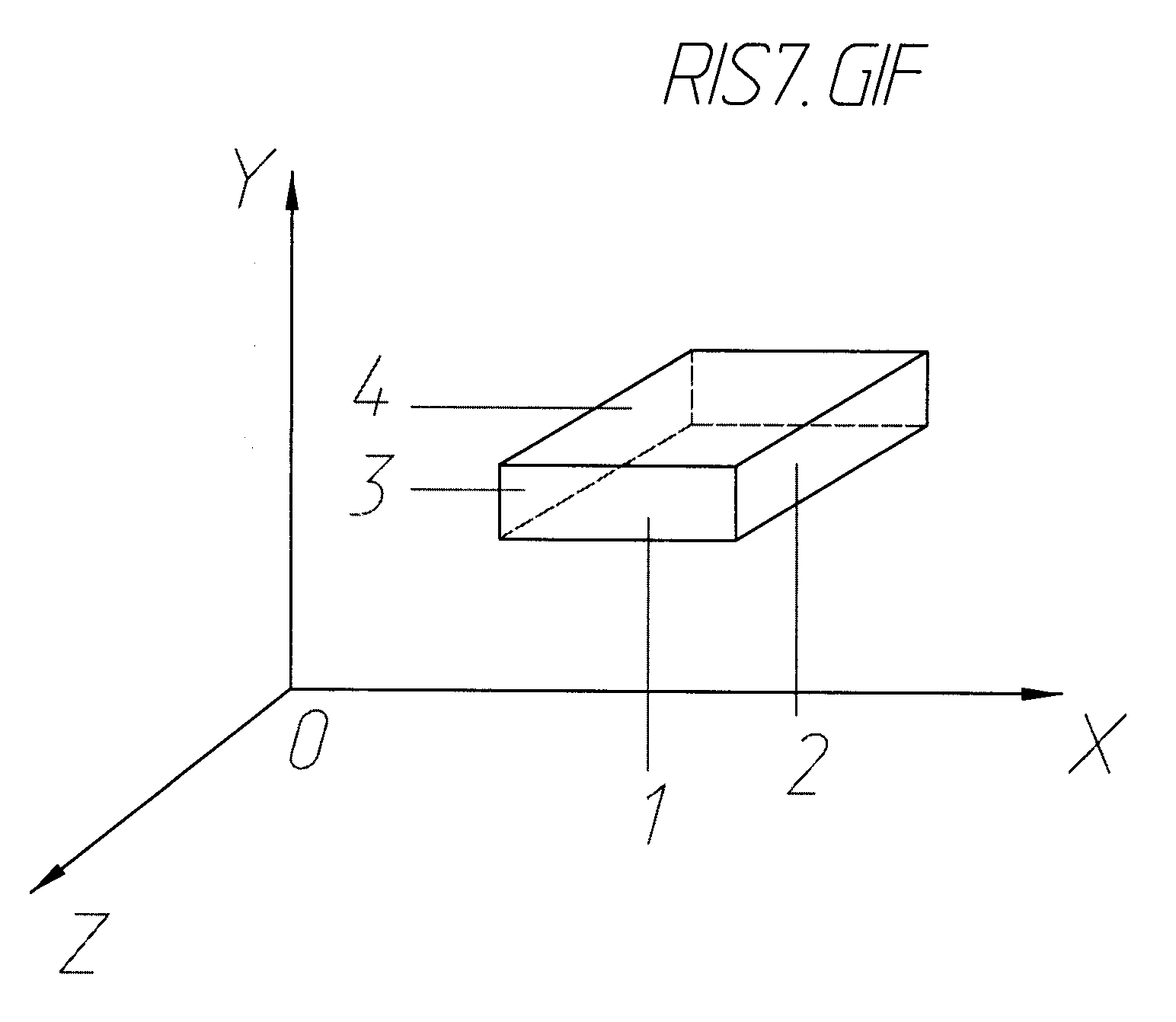
Заготовка 1 прямоугольной формы,
установленная плоскостью А на плоскость
В магнитной плиты 2 лишена:
— с помощью плоскости А 3-х степеней
свободы: перемещения по оси Х и поворотов
вокруг осей Z и Y.
97
Технология машиностроения — это:
— учение об изготовлении машин требуемого
качества, в заданном количестве и при
наименьших затратах.
98
Изделие, окончательно изготовленное
из однородного по наименованию и марке
материала без применения сборочных
операций — это:
— деталь.
99
Какой из показателей не относится к
показателям качества машин:
— себестоимость.
100
Технологическая операция — это:
— законченная часть технологического
процесса, выполняемая на одном рабочем
месте.
101
Серийное производство в зависимости
от количества изделий в серии и значения
коэффициента закрепления операций
делят на:
— мелко-, средне-, крупносерийное.
102
Организационные виды производства —
это:
— поточное и непоточное.
103
Коэффициент закрепления операций — это:
— отношение числа всех технологических
операций, выполняемых в течение месяца,
к числу рабочих мест.
104
Значение коэффициента закрепления
операций, равное 15, позволяет отнести
производство к :
— среднесерийному.
105
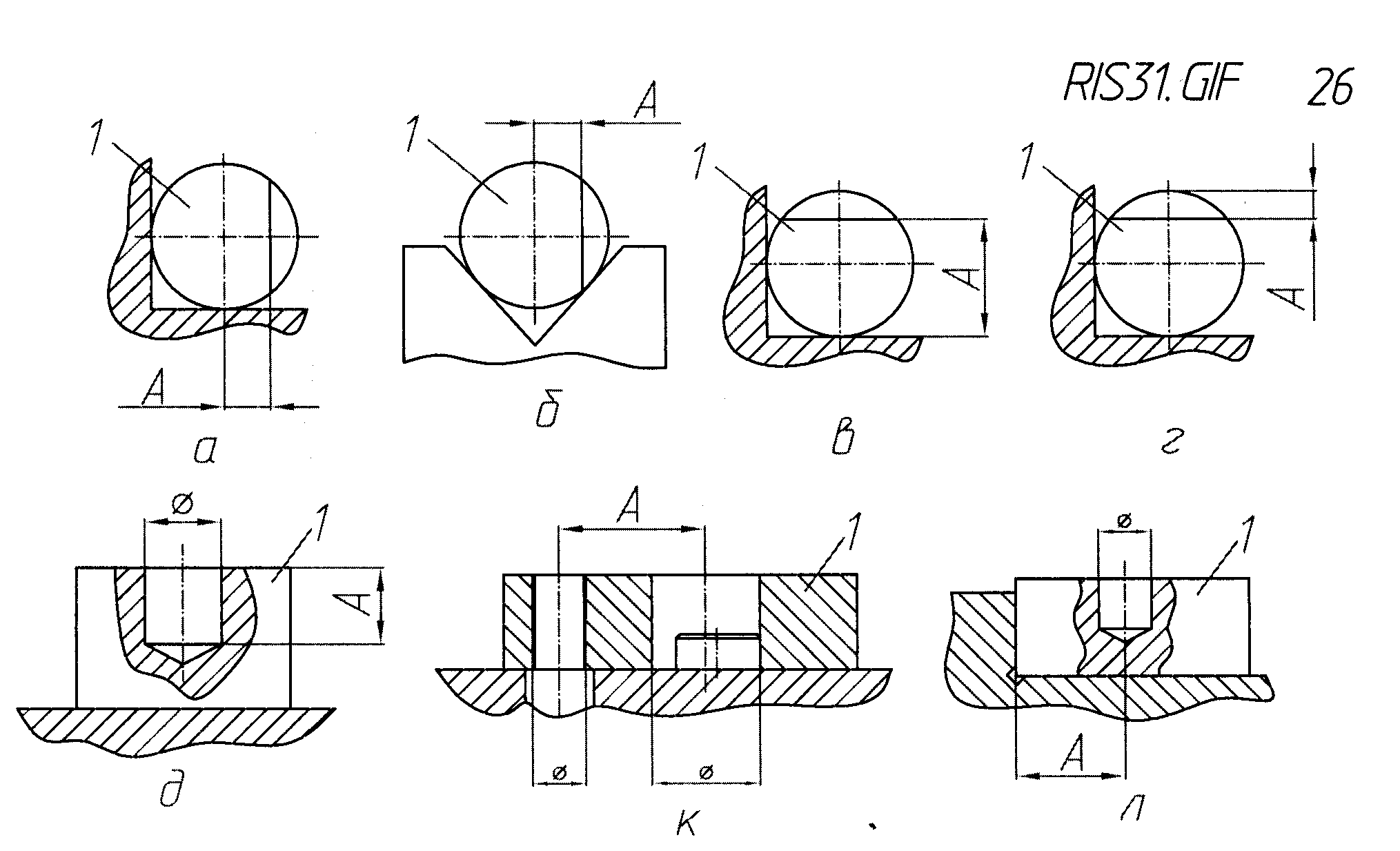
В каких из приведенных случаев базирования
заготовки 1 погрешности базирования по
размеру А будут равны нулю?
— б, в, л.
106

Погрешности базирования а,в,с соответственно
по размерам А, В, С при обработке лыски
на вале , установленном в призму, будут
равны (в мм):
— а = 0,5, в = 0,75, с = 0,25 .
107
Сколькими рекомендациями пользуются
при выборе черновых баз:
— двумя.
108
Из первой рекомендации по выбору черновых
баз вытекает известное технологическое
правило, что при изготовлении деталей
повторная установка по черновым базам:
— не допускается.
109

В каких из приведенных ниже случаях
установки заготовки 1 в приспособлениях
зажимы 2 обладают базирующими функциями?
— г, д, а.
110
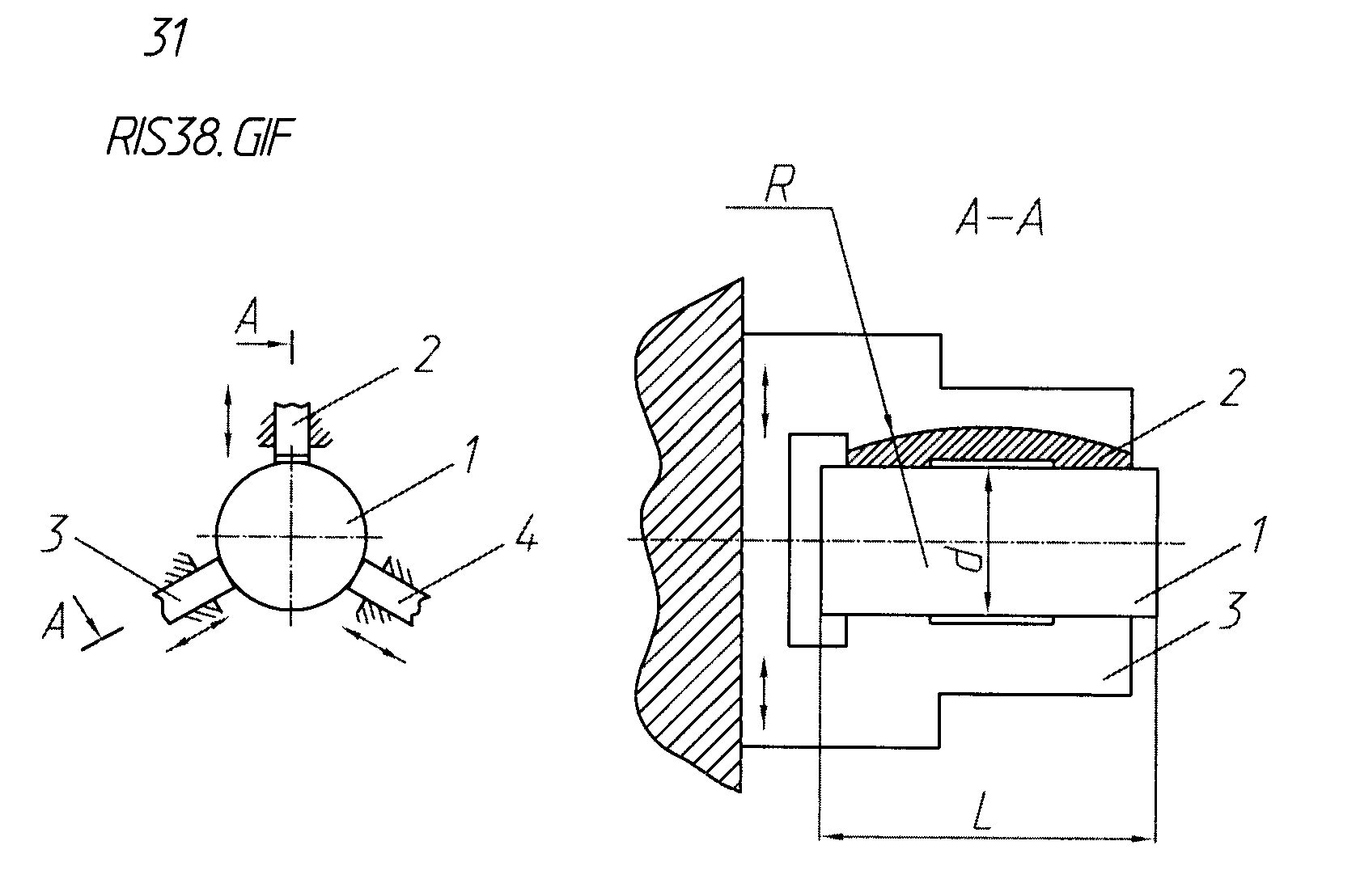
Заготовка 1 (L>d) установлена в 3-х
кулачковом патроне с кулачками 2, 3, 4
(скорости перемещения кулачков одинаковы).
При этом каждый кулачок отдельно
обеспечивает . . . базовых точек, а сообща
они лишают заготовку . . . . степеней
свободы.
— кул.2-0, кул.2-1, кул.4-1, сообща -4.
111
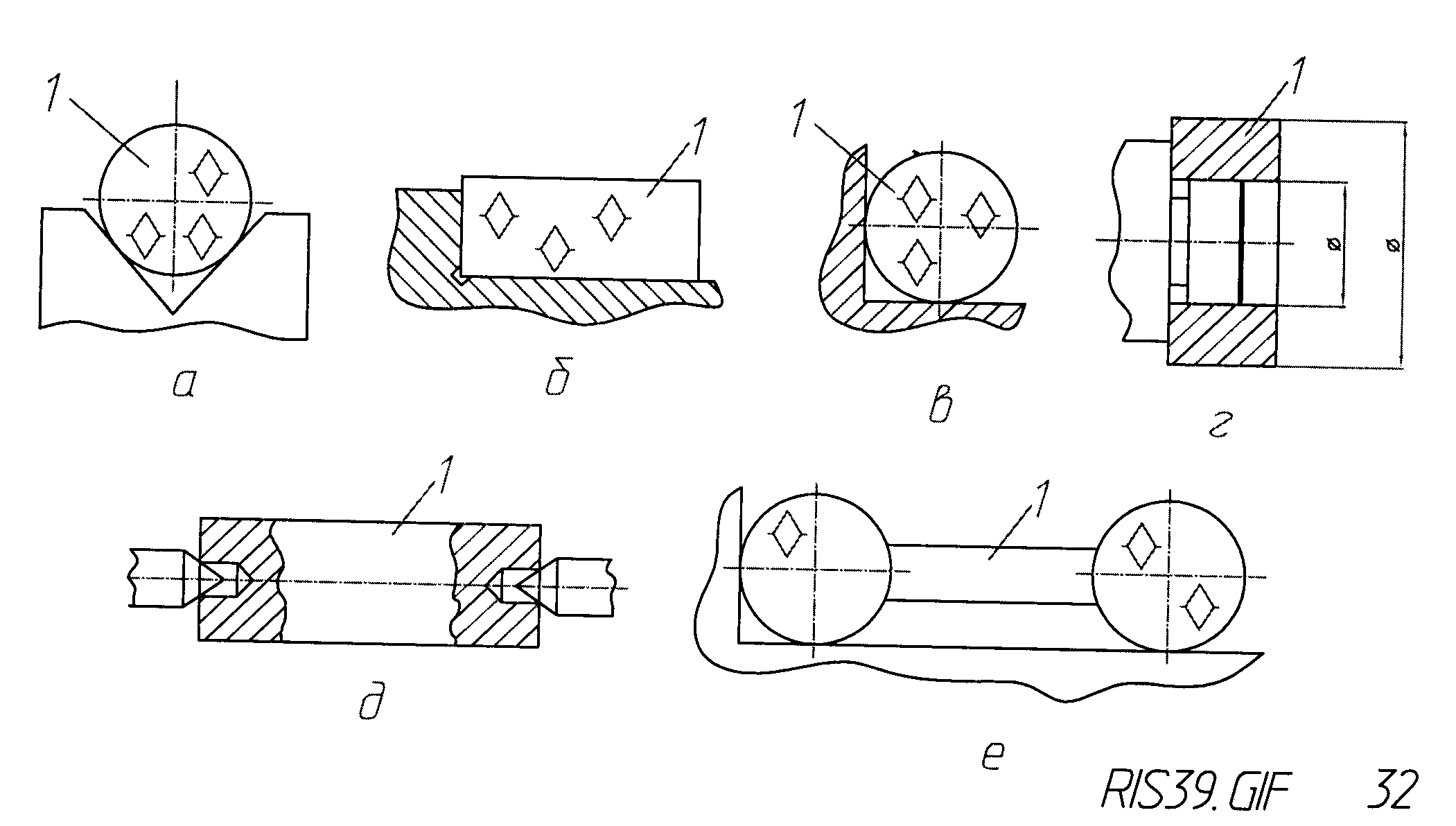
В каких приведенных ниже случаях
установки заготовок 1 в приспособлениях
осуществляется центрирование?
— а, г, д.
112
Какие существуют методы определения
припусков на механическую обработку:
— табличный и расчетно-аналитический.
113
Припуском на обработку называется слой
металла заготовки, предусматриваемый
для компенсации погрешностей, возникающих:
— как в процессе получения заготовки,
так и в процессе ее полной механической
обработки.
114
При выборе баз на первых операциях
технологического процесса решаются
задачи:
— обеспечение правильного расположения
обрабатываемых поверхностей относительно
необрабатываемых (черных), а также
равномерного и минимального припуска
на обработку поверхностей детали.
115

Для удаления минимального и равномерного
припуска с направляющих А станины
токарного станка на первой операции ее
следует базировать по схеме . . . . :
— в.
116
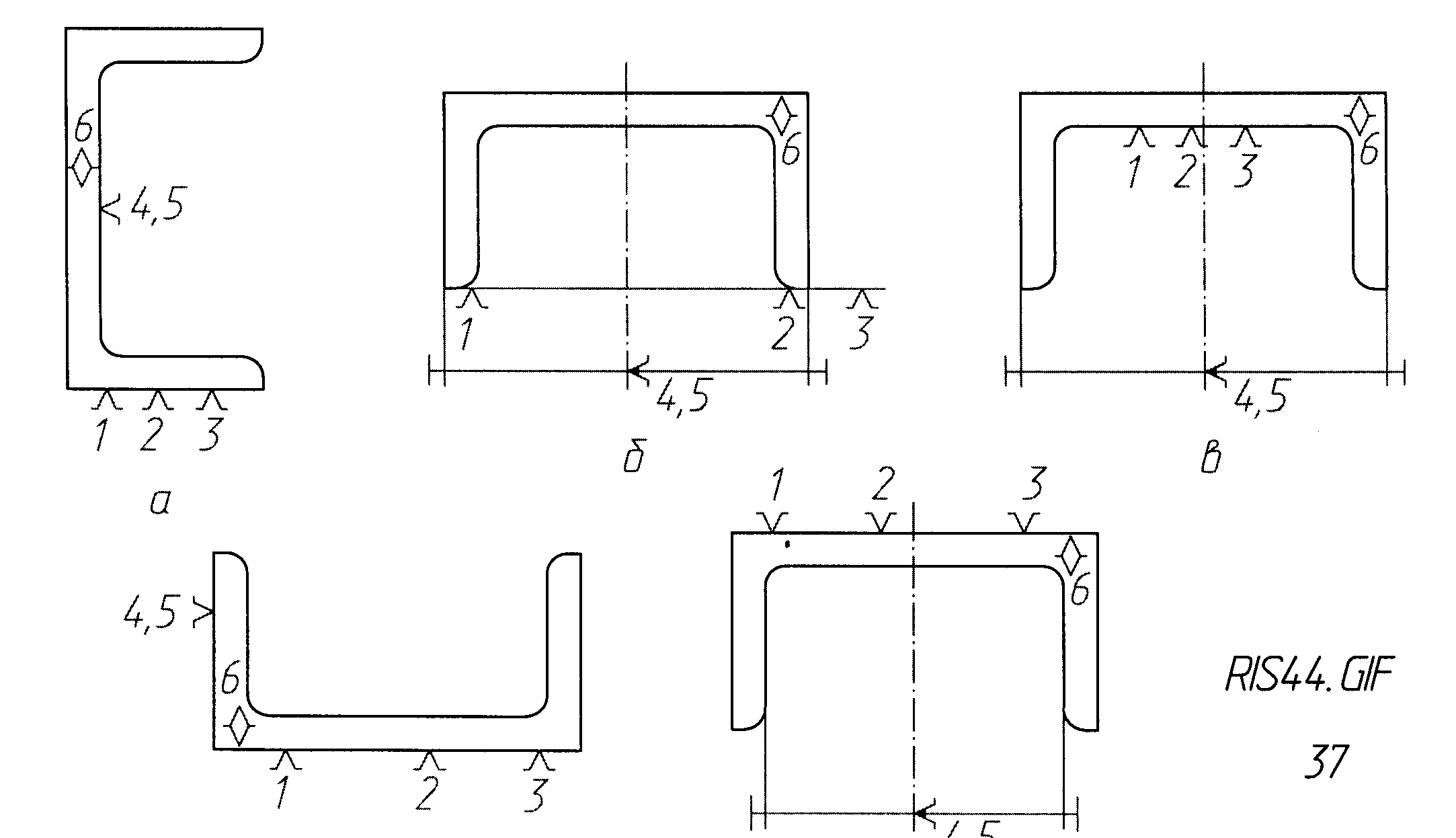
Для обеспечения одинаковой толщины
полок швеллера при условии, что наружные
плоскости обрабатываются, а внутренние
остаются необработанными, следует на
первой операции базировать швеллер по
схеме . . . .:
— д.
117
При использовании приближенных схем
формообразования обрабатываются:
— другая поверхность, незначительно
отличающаяся от заданной по чертежу.
118
Приближенные схемы формообразования
поверхностей деталей машин применяют
в ряде случаев для:
— для повышения производительности
обработки, упрощения конструкции станка
или режущего инструмента.
119
Точность обработки детали на станке:
— зависит от геометрических погрешностей
изготовления станка и его износа в
процессе эксплуатации.
120
Какая погрешность будут иметь место
при точении наружной цилиндрической
поверхности вала на токарном станке,
направляющие которого имеют извернутость
или износ:
— изменение диаметра обработки.
121
При точении на токарном станке наружной
цилиндрической поверхности вала не
параллельность оси шпинделя и оси
центров направляющим станины приведет
к погрешности формы обрабатываемой
детали в виде:
— конусности.
122
Имеют ли биение друг относительно друга
цилиндрические поверхности (шейки)
вала, обточенные на токарном станке за
одну установку вала во вращающиеся
центра:
— нет.
123
Чтобы исключить влияние биения центров
на точность обработки при наружном
круглом шлифовании валов обработку
выполняют при условии, что:
— передний и задний центры жесткие.
124
При использовании мерного (сверла,
зенкеры, развертки и т.д.) и профильного
(резцы, фрезы) инструмента погрешности
его изготовления и заточки:
— всегда прямым или косвенным образом
копируются на обрабатываемые поверхности.
125
Точность обработки детали на станке:
— снижается из-за погрешностей изготовления
и износа зажимного приспособления.
126
Под жесткостью технологической системы
понимают:
— способность системы сопротивляться
деформации под действием приложенных
нагрузок.
127
Эффект «положительный» и
«отрицательный» жесткости связан
с влиянием на деформации технологической
системы составляющих сил резания:
— Px и Pz.
128
При эффекте «отрицательной»
жесткости деформации технологической
системы приводят:
— к внедрению лезвия инструмента в
обрабатываемую поверхность заготовки.
129
Для достижения эффекта «положительной
» жесткости при обработке на токарных
и строгальных станках необходимо
применять:
— изогнутые резцы.
130
Эффект «бесконечно большой»
жесткости имеет место при торцевом
точении, когда под действием составляющих
сил резания Рy и Рx, суммарная деформация
технологической системы:
— равна нулю.
131
При наружном точении вала одинаковой
длины на токарном станке жесткость
заготовки вала:
— будет максимальной при установке в
3-х кулачковом патроне с поджимом задним
центром.
132
При растачивании отверстий в корпусных
деталях одинаковой длины жесткость
инструмента (борштанги) и точность
обработки будет максимальной в случае
растачивания:
— растачивание с подачей двухопорной
борштанги.
133
При обработке отверстий мерным
инструментом (сверла, зенкеры, развертки)
необходимая жесткость в начальный
момент работы обеспечивается:
— применением внешних направляющих
устройств.
134
Жесткость станка определяется:
— жесткостью всех составляюших деталей
и узлов станка.
135
Уточнением называют отношение:
— одноименных погрешностей заготовки
и обработанной детали.
136
Из закона копирования погрешностей
следует, что:
— погрешности заготовки копируются на
обрабатываемой детали в масштабе,
обратном величине уточнения.
137
Колебания припуска на обработку и
твердости материала заготовок копируются
на обрабатываемой детали в виде:
— линейной погрешности размера
обрабатываемой поверхности.
138
Тепловые деформации технологической
системы:
— оказывают влияние на точность и формы
обрабатываемых поверхностей детали.
139
Увеличение скорости резания при обработке
деталей на металлорежущих станках:
— уменьшают тепловые деформации
технологической системы.
140
Наиболее значительные тепловые деформации
станка имеют место:
— в начале рабочей смены.
141
Перераспределение внутренних напряжений
в материале заготовки и детали:
— снижает точность обработки детали.
142
Перераспределение внутренних напряжений
в изготовленной детали сопровождается:
— короблением детали.
143
Появление внутренних напряжений в
материале заготовки и детали может быть
обусловлено:
— воздействием всех факторов, перечисленных
в пунктах а, б, в.
144
Разделение технологического процесса
обработки поверхностей детали на
черновые, чистовые и отделочные операции:
— стабилизирует внутренние напряжения.
145
В технологическом процессе изготовления
детали операция старения преследует
своей целью:
— снятие внутренних напряжений в материале
детали.
146
В технологическом процессе изготовление
детали операцию старения желательно
проводить:
— после черновой обработки.
147
Размерный износ инструмента:
— оказывает влияние на точность обработки
всех деталей партии.
148
Размерный износ инструмента относится
к:
— закономерно изменяющимся погрешностям.
149
При достижении точности обработки по
методу пробных проходов размерный износ
инструмента рабочим-станочником:
— компенсируется при обработке каждой
очередной детали.
150
При обработке партии деталей на
настроенном станке размерный износ
инструмента периодически компенсируется
наладчиком:
— за счет подналадки станка после
проведения выборочного контроля размеров
обработанных деталей.
151
Характер изменения износа режущего
инструмента во времени, т.е. от длины
пути резания, при обработки с одной
настройки станка партии деталей
определяет :
— закон распределения размеров
обрабатываемых деталей.
152
При изменении размерного износа режущего
инструмента по закону прямой линии
распределение размеров в партии деталей,
обработанных с одной настройки станка,
будет подчиняться:
— закону равной вероятности.
153
При изменении размерного износа режущего
инструмента во времени по закону параболы
распределение размеров в партии деталей,
обработанных с одной установки станка,
будет подчиняться:
— треугольному закону.
154
Изменение размеров в партии деталей,
обработанных с одной настройки станка,
вследствие изменения упругих отжатий
в технологической системе из-за колебаний
припуска на обработку и твердости
материалов заготовок является»
Рассмотрено на заседании
ЦМК___________________________________________
Протокол от _______2011г.
№ __
УТВЕРЖДАЮ
Зам. директора по УР
_________И.Б. Титова
«____»сентября 2011г.
Федеральное государственное образовательное учреждение
среднего профессионального образования
«Арзамасский приборостроительный колледж имени П.И. Пландина»
Варианты заданий
для проведения текущего контроля
по учебной дисциплине Технология машиностроения
по специальности 151001
Контрольная работа,
проведенная в ходе самообследования
по учебной дисциплине «Технология машиностроения»
по специальности 151001 «Технология машиностроения»
Ф.И.О. студента в р.п.
Отметка
Подпись преподавателя
Анализ результатов
самообследования студентов группы
по учебной дисциплине «Технология машиностроения»
по специальности 151001 «Технология машиностроения»
Участвовало _________студентов (% от общего кол-ва)
Всего «5» _____
«4»_______
«3»_______
«2»________
Наиболее усвоенные темы_______________________________
Наименее усвоенные темы________________________________
Число Подпись
Анализ результатов
самообследования студентов группы
по учебной дисциплине «Технология машиностроения»
по специальности 151001 «Технология машиностроения»
Участвовало _________студентов (% от общего кол-ва)
Всего «5» _____
«4»_______
«3»_______
«2»________
Наиболее усвоенные темы_______________________________
Наименее усвоенные темы________________________________
Число Подпись
Тест по дисциплине «Технология машиностроения»
Вариант 1
1. Сколько режущих инструментов может применяться на одном технологическом переходе
А) один Б) сколько угодно
В) в зависимости от технических возможностей станка
2. При каком методе обработки достигается наибольший класс чистоты поверхности (наименьшая шероховатость)
А) чистовое точение Б) чистовое шлифование
В) притирка
3. Каким из методов можно получать заготовки из чугуна
А) литьё Б) штамповка
В) прокат
4. Коэффициент использования материала определяется как отношение
А) массы заготовки к массе детали Б) массы детали к массе стружки
В) массы детали к массе заготовки
5. При оформлении комплекта документации на технологический процесс механической обработки в операционной карте не указывают
А) содержание переходов Б) режимы резания
В) данные о квалификации исполнителя
6. По какой из формул определяют штучно-калькуляционное время выполнения операции
А) Т = L i/ Sм Б) Т = (Топ +Тоб +Тотл)/ g
В) Т = Тшт +Тпз/ n
7. Показать условно установку вала в 3-х кулачковом патроне с упором в торец
8. Определить допуск на диаметр отверстия ø75 отливки из алюминиевого сплава II класса точности, полученной методом литья по выплавляемым моделям
9. Определить основное время на сверление отверстия ø20Н12 во втулке длиной 50 мм на вертикально-сверлильном станке модели 2А150 сверлом с одинарной заточкой. Режимы резания: S = 0,4 мм/об, п = 250 об/мин, υ = 30 м/мин
10. Для операции, выполняемой на резьбо-фрезерном станке, присвоить №, наименование операции, сформулировать содержание перехода.

Тест по дисциплине «Технология машиностроения»
Вариант 2
1. Какое из перечисленных отклонений относится к отклонениям от правильной цилиндрической формы в продольном сечении
А) конусообразность Б) овальность
В) огранка
2. Какая из технологических баз лишает деталь 2-х степеней свободы
А) установочная Б) направляющая
В) опорная
3. Какой из методов определения припусков на механическую обработку даёт более объективный результат
А) опытно-статистический Б) расчётно-аналитический
В) табличный
4. Какой из этапов проектирования технологического процесса производится раньше
А) определение режимов резания Б) установление маршрута обработки
В) выбор заготовки
5. Какой из перечисленных измерительных инструментов целесообразно использовать для контроля вала ø45h14 в условиях единичного производства
А) штангенциркуль ЩЦ I-125-0,1 Б) микрометр МК-75
В) калибр – скобу ø45h14
6. Какой из методов нормирования даёт наиболее точный результат
А) исследовательски – аналитическим методом Б) расчётно – аналитическим методом
В) опытно – статистическим методом
7. Показать условно установку вала в центрах ( переднем упорном и заднем вращающемся) с поводковым патроном
8. Определить допуск на диаметр ø30 заготовки из проката обычной точности
9. Определить основное время на черновое точение валика ø20 мм длиной 50 мм на токарном станке модели 16К20 проходным резцом, установленным на размер, с углом φ = 45. Припуск на сторону составляет 3 мм. Режимы резания: S = 0,5 мм/об, п = 125 об/мин, υ = 38 м/мин
10. Для операции, выполняемой на вертикально-сверлильном станке, присвоить №, наименование операции, сформулировать содержание перехода.

Тест по дисциплине «Технология машиностроения»
Вариант 3
1. Чему равен коэффициент закрепления операций для среднесерийного производства
А) более 40 Б) от 20 до 30
В) от 10 до 20
2. Как недостаточная жёсткость системы СПИД влияет на качество обрабатываемой поверхности
А) увеличивает шероховатость поверхности Б) уменьшает шероховатость поверхности
В) не влияет на качество поверхности
3. Какой из методов литья позволяет получать заготовки наибольшей точности
А) в песчаные формы Б) под давлением
В) в кокиль
4. Соответствие конструкции машины (детали) требованиям минимальной трудоёмкости и материалоёмкости носит название
А) технологичность Б) экономичность
В) экономический эффект
5. Наименование технологической операции присваивается в зависимости от
А) применяемого оборудования Б) применяемого инструмента
В) специальности рабочего
6. Формула Т = L i/ Sм используется для определения
А) основного (машинного) времени Б) вспомогательного времени
В) времени на обслуживание рабочего места
7. Показать условно установку короткой втулки на цанговой оправке с упором в торец
8. Определить допуск на диаметр ø100 стальной (М2) штампованной заготовки повышенной точности, сложности С1, массой 1 кг.
9. Определить основное время на черновое фрезерование плоскости детали размером 500 х 50 мм на горизонтально-фрезерном станке модели 6Г83 цилиндрической фрезой ø75мм. Припуск под фрезерование составляет 4 мм. Режимы резания: Sм = 147 мм/мин, п = 61 об/мин, υ = 14,4 м/мин
10. Для операции, выполняемой на токарно-винторезном станке, присвоить №, наименование операции, сформулировать содержание перехода.

Тест по дисциплине «Технология машиностроения»
Вариант 4
1. Условное обозначение допуска формы /О/ расшифровывается как
А) отклонение от круглости Б) отклонение от цилиндричности
В) допуск соосности
2. Принцип совмещения баз предусматривает совмещение
А) установочной и направляющей базы Б) измерительной и установочной базы
В) направляющей и измерительной базы
3. По какой из формул определяется значение минимального промежуточного припуска на обработку поверхностей вращения
А) Z i min =Rzi.1 + Ti.1 + pi.1+ Е yi Б) 2 Z i min = 2(Rzi.1 + T i -1 + р i -1 + Е yi)
В) 2 Z i min = 2 (Rzi-1+ Ti-1+);
4. Какой из видов технологических процессов имеет наибольшую детализацию ( наиболее подробно отражает процесс изготовления детали)
А) маршрутный Б) маршрутно-операционный
В) операционный
5. Какой из перечисленных измерительных инструментов целесообразно использовать для контроля отверстия ø20 Н7 в условиях среднесерийного производства
А) штангенциркуль ЩЦ I-125-0,1 Б) калибр – пробку ø20 Н7
В) микрометр МК- 50
6. Фотография рабочего времени и хронометраж используются для установления норм времени
А) исследовательски – аналитическим методом Б) расчётно – аналитическим методом
В) опытно – статистическим методом
7. Показать условно установку вала в 3-х кулачковом патроне с упором в торец
8. Определить допуск на диаметр отверстия ø50 чугунной отливки II класса точности с наибольшим размером 100 мм
9. Определить основное время на растачивание отверстия ø62 Н9 в заготовке длиной 85 мм с диаметром отверстия 60 мм на токарном станке модели 16К20 расточным резцом, установленным на размер, с углом φ = 60. Режимы резания: S = 0,19 мм/об, п = 530 об/мин, υ = 110 м/мин
10. Для операции, выполняемой на горизонтально – фрезерном станке, присвоить №, наименование операции, сформулировать содержание перехода.

Тест по дисциплине «Технология машиностроения»
Вариант 5
1. Какой из показателей характеризует массовое производство
А) годовой объём выпуска деталей Б) такт выпуска
В) количество деталей в партии
2. Качественный метод оценки шероховатости поверхности предусматривает
А)сравнение поверхности с эталоном Б) измерение с помощью интерферометра
В) измерение с помощью двойного микроскопа
3. Какой из методов литья позволяет получать заготовки простой формы с плоской поверхностью
А) в землю Б) в оболочковые формы
В) центробежное
4. Коэффициент использования материала определяется как отношение
А) массы заготовки к массе детали Б) массы детали к массе стружки
В) массы детали к массе заготовки
5. Выбери правильный порядок нумерации последовательности выполнения технологических операций
А) 1,2,3,… Б) 005,010,015,………
В) 10,20,30,….
6. Время на обслуживание рабочего места определяется как процент от
А) основного времени Б) вспомогательного времени
В) оперативного времени
7. Показать условно установку вала в центрах ( переднем упорном и заднем вращающемся) с поводковым патроном
8.Определить допуск на длину 100 мм стальной (М1) штампованной заготовки нормальной точности, сложности С2, массой 0,5 кг.
9. Определить основное время на сверление отверстия ø20Н12 во втулке длиной 50 мм на вертикально-сверлильном станке модели 2А150 сверлом с одинарной заточкой. Режимы резания: S = 0,4 мм/об, п = 250 об/мин, υ = 30 м/мин
10. Для операции, выполняемой на кругло-шлифовальном станке, присвоить №, наименование операции, сформулировать содержание перехода.

Тест по дисциплине «Технология машиностроения»
Вариант 6
1. При каком методе обработки достигается наибольшая точность
А) черновое точение Б) чистовое шлифование
В) притирка
2. Символ , проставляемый на карте эскизов, расшифровывается как
А) 3-х кулачковый патрон Б) поводковый патрон
В) люнет
3. Что означает Тi-1 в формуле для определения минимального припуска на механическую обработку деталей
А) высота неровностей Б) глубина дефектного слоя
В) пространственные отклонения
4. Какой из этапов проектирования технологического процесса производится раньше
А) определение режимов резания Б) установление маршрута обработки
В) выбор заготовки
5. Какой из перечисленных измерительных инструментов целесообразно использовать для контроля вала ø45h14 в условиях единичного производства
А) штангенциркуль ЩЦ I-125-0,1 Б) микрометр МК-75
В) калибр – скобу ø45h14
6. Какой из методов нормирования предусматривает выполнение расчётов по соответствующим нормативам
А) исследовательски – аналитическим методом Б) расчётно – аналитическим методом
В) опытно – статистическим методом
7. Показать условно установку короткой втулки на цанговой оправке с упором в торец
8. Определить допуск на диаметр отверстия ø75 отливки из алюминиевого сплава II класса точности, полученной методом литья по выплавляемым моделям
9. Определить основное время на черновое точение валика ø20 мм длиной 50 мм на токарном станке модели 16К20 проходным резцом, установленным на размер, с углом φ = 45. Припуск на сторону составляет 3 мм. Режимы резания: S = 0,5 мм/об, п = 125 об/мин, υ = 38 м/мин
10. Для операции, выполняемой на резьбо-фрезерном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 7
1. Как располагают оборудование в цехе при единичном методе производства продукции
А) по ходу технологического процесса Б) по типам станков
В) оба варианта верны
2. При каком методе обработки достигается наибольший класс чистоты поверхности (наименьшая шероховатость)
А) чистовое точение Б) чистовое шлифование
В) притирка
3. При каком значении КИМ (коэффициент использования материала) количество стружки, образующееся в результате механической обработки заготовки, минимально
А) =1 Б) > 1
В) < 1
4. Соответствие конструкции машины (детали) требованиям минимальной трудоёмкости и материалоёмкости носит название
А) технологичность Б) экономичность
В) экономический эффект
5. В каком документе содержится описание технологического процесса изготовления детали по всем операциям в технологической последовательности
А) ведомость оснастки Б) операционная карта механической обработки
В) маршрутная карта
6. По какой из формул определяют штучно-калькуляционное время выполнения операции
А) Т = L i/ Sм Б) Т = (Топ +Тоб +Тотл)/ g
В) Т = Тшт +Тпз/ n
7. Показать условно установку вала в 3-х кулачковом патроне с упором в торец
8. Определить допуск на диаметр ø30 заготовки из проката обычной точности
9. Определить основное время на черновое фрезерование плоскости детали размером 500 х 50 мм на горизонтально-фрезерном станке модели 6Г83 цилиндрической фрезой ø75мм. Припуск под фрезерование составляет 4 мм. Режимы резания: Sм = 147 мм/мин, п = 61 об/мин, υ = 14,4 м/мин
10. Для операции, выполняемой на вертикально-сверлильном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 8
1. Какое из перечисленных отклонений относится к отклонениям от правильной цилиндрической формы в поперечном сечении
А) овальность Б) бочкообразность
В) конусообразность
2. Каким символом на карте эскизов обозначают люнет
А) _ Б) ∆
В) V
3. По какой из формул определяется значение минимального промежуточного припуска на обработку плоской поверхности
А) Z i min =Rzi.1 + Ti.1 + pi.1+ Е yi Б) 2 Z i min = 2(Rzi.1 + T i -1 + р i -1 + Е yi)
В) 2 Z i min = 2 (Rzi-1+ Ti-1+);
4. Какой из видов технологических процессов имеет наибольшую детализацию ( наиболее подробно отражает процесс изготовления детали)
А) маршрутный Б) маршрутно-операционный
В) операционный
5. Какой из перечисленных измерительных инструментов целесообразно использовать для контроля отверстия ø20 Н7 в условиях среднесерийного производства
А) штангенциркуль ЩЦ I-125-0,1 Б) калибр – пробку ø20 Н7
В) микрометр МК- 50
6. Какой из методов нормирования даёт наиболее точный результат
А) исследовательски – аналитическим методом Б) расчётно – аналитическим методом
В) опытно – статистическим методом
7. Показать условно установку вала в центрах (переднем упорном и заднем вращающемся) с поводковым патроном
8.Определить допуск на диаметр ø100 стальной (М2) штампованной заготовки повышенной точности, сложности С1, массой 1 кг.
9. Определить основное время на растачивание отверстия ø62 Н9 в заготовке длиной 85 мм с диаметром отверстия 60 мм на токарном станке модели 16К20 расточным резцом, установленным на размер, с углом φ = 60. Режимы резания: S = 0,19 мм/об, п = 530 об/мин, υ = 110 м/мин
10. Для операции, выполняемой на токарно-винторезном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 9
1. Сколько режущих инструментов может применяться на одной технологической операции
А) один Б) сколько угодно
В) в зависимости от технических возможностей станка
2. Как недостаточная жёсткость системы СПИД влияет на качество обрабатываемой поверхности
А) увеличивает шероховатость поверхности Б) уменьшает шероховатость поверхности
В) не влияет на качество поверхности
3. Каким из методов можно получать заготовки из чугуна
А) литьё Б) штамповка
В) прокат
4. Коэффициент использования материала определяется как отношение
А) массы заготовки к массе детали Б) массы детали к массе стружки
В) массы детали к массе заготовки
5. При оформлении комплекта документации на технологический процесс механической обработки в операционной карте не указывают
А) содержание переходов Б) режимы резания
В) данные о квалификации исполнителя
6. Формула Т = L i/ Sм используется для определения
А) основного (машинного) времени Б) вспомогательного времени
В) времени на обслуживание рабочего места
7. Показать условно установку короткой втулки на цанговой оправке с упором в торец
8. Определить допуск на диаметр отверстия ø50 чугунной отливки II класса точности с наибольшим размером 100 мм
9. Определить основное время на сверление отверстия ø20Н12 во втулке длиной 50 мм на вертикально-сверлильном станке модели 2А150 сверлом с одинарной заточкой. Режимы резания: S = 0,4 мм/об, п = 250 об/мин, υ = 30 м/мин
10. Для операции, выполняемой на горизонтально – фрезерном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 10
1. Условное обозначение допуска расположения расшифровывается как
А) отклонение от круглости Б) отклонение от цилиндричности
В) допуск соосности
2.Какая из технологических баз лишает деталь 3-х степеней свободы
А) установочная Б) направляющая
В) опорная
3. Что означает pi-1 в формуле для определения минимального припуска на механическую обработку деталей
А) высота неровностей Б) глубина дефектного слоя
В) пространственные отклонения
4. Какой из этапов проектирования технологического процесса производится раньше
А) определение режимов резания Б) установление маршрута обработки
В) выбор заготовки
5. Какой из перечисленных измерительных инструментов целесообразно использовать для контроля вала ø45h14 в условиях единичного производства
А) штангенциркуль ЩЦ I-125-0,1 Б) микрометр МК-75
В) калибр – скобу ø45h14
6. Фотография рабочего времени и хронометраж используются для установления норм времени
А) исследовательски – аналитическим методом Б) расчётно – аналитическим методом
В) опытно – статистическим методом
7. Показать условно установку вала в 3-х кулачковом патроне с упором в торец
8.Определить допуск на длину 100 мм стальной (М1) штампованной заготовки нормальной точности, сложности С2, массой 0,5 кг.
9. Определить основное время на черновое точение валика ø20 мм длиной 50 мм на токарном станке модели 16К20 проходным резцом, установленным на размер, с углом φ = 45. Припуск на сторону составляет 3 мм. Режимы резания: S = 0,5 мм/об, п = 125 об/мин, υ = 38 м/мин
10. Для операции, выполняемой на кругло-шлифовальном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 11
1. Какой из показателей характеризует серийное производство
А) годовой объём выпуска деталей Б) такт выпуска
В) количество деталей в партии
2. Качественный метод оценки шероховатости поверхности предусматривает
А) сравнение поверхности с эталоном Б) измерение с помощью интерферометра
В) измерение с помощью двойного микроскопа
3. Какой из методов литья позволяет получать заготовки наибольшей точности
А) в песчаные формы Б) под давлением
В) в кокиль
4. Соответствие конструкции машины (детали) требованиям минимальной трудоёмкости и материалоёмкости носит название
А) технологичность Б) экономичность
В) экономический эффект
5. Наименование технологической операции присваивается в зависимости от
А) применяемого оборудования Б) применяемого инструмента
В) специальности рабочего
6. Время на обслуживание рабочего места определяется как процент от
А) основного времени Б) вспомогательного времени
В) оперативного времени
7. Показать условно установку вала в центрах ( переднем упорном и заднем вращающемся) с поводковым патроном
8. Определить допуск на диаметр отверстия ø75 отливки из алюминиевого сплава II класса точности, полученной методом литья по выплавляемым моделям
9. Определить основное время на черновое фрезерование плоскости детали размером 500 х 50 мм на горизонтально-фрезерном станке модели 6Г83 цилиндрической фрезой ø75мм. Припуск под фрезерование составляет 4 мм. Режимы резания: Sм = 147 мм/мин, п = 61 об/мин, υ = 14,4 м/мин
10. Для операции, выполняемой на резьбо-фрезерном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 12
1. Какое из перечисленных отклонений относится к отклонениям от правильной цилиндрической формы в продольном сечении
А) конусообразность Б) овальность
В) огранка
2. Какая из технологических баз лишает деталь 2-х степеней свободы
А) установочная Б) направляющая
В) опорная
3. Припуски на механическую обработку расчётно-аналитическим методом
А) назначают по таблицам Б) рассчитывают по формулам
В) замеряют в процессе обработки
4. Какой из видов технологических процессов имеет наибольшую детализацию ( наиболее подробно отражает процесс изготовления детали)
А) маршрутный Б) маршрутно-операционный
В) операционный
5. Какой из перечисленных измерительных инструментов целесообразно использовать для контроля отверстия ø20 Н7 в условиях среднесерийного производства
А) штангенциркуль ЩЦ I-125-0,1 Б) калибр – пробку ø20 Н7
В) микрометр МК- 50
6. Какой из методов нормирования предусматривает выполнение расчётов по соответствующим нормативам
А) исследовательски – аналитическим методом Б) расчётно – аналитическим методом
В) опытно – статистическим методом
7. Показать условно установку короткой втулки на цанговой оправке с упором в торец
8. Определить допуск на диаметр ø30 заготовки из проката обычной точности
9. Определить основное время на растачивание отверстия ø62 Н9 в заготовке длиной 85 мм с диаметром отверстия 60 мм на токарном станке модели 16К20 расточным резцом, установленным на размер, с углом φ = 60. Режимы резания: S = 0,19 мм/об, п = 530 об/мин, υ = 110 м/мин
10. Для операции, выполняемой на вертикально-сверлильном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 13
1. Для какого производства коэффициент закрепления операций Кзо= 1
А) единичное Б) серийное
В) массовое
2. При каком методе обработки достигается наибольший класс чистоты поверхности (наименьшая шероховатость)
А) чистовое точение Б) чистовое шлифование
В) притирка
3. Какой из методов литья позволяет получать заготовки простой формы с плоской поверхностью
А) в землю Б) в оболочковые формы
В) центробежное
4. Коэффициент использования материала определяется как отношение
А) массы заготовки к массе детали Б) массы детали к массе стружки
В) массы детали к массе заготовки
5. Выбери правильный порядок нумерации последовательности выполнения технологических операций
А) 1,2,3,… Б) 005,010,015,………
В) 10,20,30,….
6. По какой из формул определяют штучно-калькуляционное время выполнения операции
А) Т = L i/ Sм Б) Т = (Топ +Тоб +Тотл)/ g
В) Т = Тшт +Тпз/ n
7. Показать условно установку вала в 3-х кулачковом патроне с упором в торец
8.Определить допуск на диаметр ø100 стальной (М2) штампованной заготовки повышенной точности, сложности С1, массой 1 кг.
9. Определить основное время на сверление отверстия ø20Н12 во втулке длиной 50 мм на вертикально-сверлильном станке модели 2А150 сверлом с одинарной заточкой. Режимы резания: S = 0,4 мм/об, п = 250 об/мин, υ = 30 м/мин
10. Для операции, выполняемой на токарно-винторезном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 14
1. Условное обозначение допуска формы /О/ расшифровывается как
А) отклонение от круглости Б) отклонение от цилиндричности
В) допуск соосности
2. Принцип совмещения баз предусматривает совмещение
А) установочной и направляющей базы Б) измерительной и установочной базы
В) направляющей и измерительной базы
3. Какой из методов определения припусков на механическую обработку даёт более объективный результат
А) опытно-статистический Б) расчётно-аналитический
В) табличный
4. Какой из этапов проектирования технологического процесса производится раньше
А) определение режимов резания Б) установление маршрута обработки
В) выбор заготовки
5. Какой из перечисленных измерительных инструментов целесообразно использовать для контроля вала ø45h14 в условиях единичного производства
А) штангенциркуль ЩЦ I-125-0,1 Б) микрометр МК-75
В) калибр – скобу ø45h14
6. Какой из методов нормирования даёт наиболее точный результат
А) исследовательски – аналитическим методом Б) расчётно – аналитическим методом
В) опытно – статистическим методом
7. Показать условно установку вала в центрах ( переднем упорном и заднем вращающемся) с поводковым патроном
8. Определить допуск на диаметр отверстия ø50 чугунной отливки II класса точности с наибольшим размером 100 мм
9. Определить основное время на черновое точение валика ø20 мм длиной 50 мм на токарном станке модели 16К20 проходным резцом, установленным на размер, с углом φ = 45. Припуск на сторону составляет 3 мм. Режимы резания: S = 0,5 мм/об, п = 125 об/мин, υ = 38 м/мин
10. Для операции, выполняемой на горизонтально – фрезерном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 15
1. Для какого производства коэффициент закрепления операций Кзо>40
А) единичное Б) серийное
В) массовое
2. Как недостаточная жёсткость системы СПИД влияет на качество обрабатываемой поверхности
А) увеличивает шероховатость поверхности Б) уменьшает шероховатость поверхности
В) не влияет на качество поверхности
3. При каком значении КИМ (коэффициент использования материала) количество стружки, образующееся в результате механической обработки заготовки, минимально
А) =1 Б) > 1
В) < 1
4. Соответствие конструкции машины (детали) требованиям минимальной трудоёмкости и материалоёмкости носит название
А) технологичность Б) экономичность
В) экономический эффект
5. В каком документе содержится описание технологического процесса изготовления детали по всем операциям в технологической последовательности
А) ведомость оснастки Б) операционная карта механической обработки
В) маршрутная карта
6. Формула Т = L i/ Sм используется для определения
А) основного (машинного) времени Б) вспомогательного времени
В) времени на обслуживание рабочего места
7. Показать условно установку короткой втулки на цанговой оправке с упором в торец
8.Определить допуск на длину 100 мм стальной (М1) штампованной заготовки нормальной точности, сложности С2, массой 0,5 кг.
9. Определить основное время на черновое фрезерование плоскости детали размером 500 х 50 мм на горизонтально-фрезерном станке модели 6Г83 цилиндрической фрезой ø75мм. Припуск под фрезерование составляет 4 мм. Режимы резания: Sм = 147 мм/мин, п = 61 об/мин, υ = 14,4 м/мин
10. Для операции, выполняемой на кругло-шлифовальном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 16
1. При каком методе обработки достигается наибольшая точность
А) черновое точение Б) чистовое шлифование
В) притирка
2. Символ , проставляемый на карте эскизов, расшифровывается как
А) 3-х кулачковый патрон Б) поводковый патрон
В) люнет
3. По какой из формул определяется значение минимального промежуточного припуска на обработку поверхностей вращения
А) Z i min =Rzi.1 + Ti.1 + pi.1+ Е yi Б) 2 Z i min = 2(Rzi.1 + T i -1 + р i -1 + Е yi)
В) 2 Z i min = 2 (Rzi-1+ Ti-1+);
4. Какой из видов технологических процессов имеет наибольшую детализацию ( наиболее подробно отражает процесс изготовления детали)
А) маршрутный Б) маршрутно-операционный
В) операционный
5. Какой из перечисленных измерительных инструментов целесообразно использовать для контроля отверстия ø20 Н7 в условиях среднесерийного производства
А) штангенциркуль ЩЦ I-125-0,1 Б) калибр – пробку ø20 Н7
В) микрометр МК- 50
6. Фотография рабочего времени и хронометраж используются для установления норм времени
А) исследовательски – аналитическим методом Б) расчётно – аналитическим методом
В) опытно – статистическим методом
7. Показать условно установку вала в 3-х кулачковом патроне с упором в торец
8. Определить допуск на диаметр отверстия ø75 отливки из алюминиевого сплава II класса точности, полученной методом литья по выплавляемым моделям
9. Определить основное время на растачивание отверстия ø62 Н9 в заготовке длиной 85 мм с диаметром отверстия 60 мм на токарном станке модели 16К20 расточным резцом, установленным на размер, с углом φ = 60. Режимы резания: S = 0,19 мм/об, п = 530 об/мин, υ = 110 м/мин
10. Для операции, выполняемой на резьбо-фрезерном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 17
1. Сколько режущих инструментов может применяться на одном технологическом переходе
А) один Б) сколько угодно
В) в зависимости от технических возможностей станка
2. Качественный метод оценки шероховатости поверхности предусматривает
А)сравнение поверхности с эталоном Б) измерение с помощью интерферометра
В) измерение с помощью двойного микроскопа
3. Каким из методов можно получать заготовки из чугуна
А) литьё Б) штамповка
В) прокат
4. Коэффициент использования материала определяется как отношение
А) массы заготовки к массе детали Б) массы детали к массе стружки
В) массы детали к массе заготовки
5. При оформлении комплекта документации на технологический процесс механической обработки в операционной карте не указывают
А) содержание переходов Б) режимы резания
В) данные о квалификации исполнителя
6. Время на обслуживание рабочего места определяется как процент от
А) основного времени Б) вспомогательного времени
В) оперативного времени
7.Показать условно установку вала в центрах (переднем упорном и заднем вращающемся) с поводковым патроном
8.Определить допуск на диаметр ø30 заготовки из проката обычной точности
9. Определить основное время на сверление отверстия ø20Н12 во втулке длиной 50 мм на вертикально-сверлильном станке модели 2А150 сверлом с одинарной заточкой. Режимы резания: S = 0,4 мм/об, п = 250 об/мин, υ = 30 м/мин
10. Для операции, выполняемой на вертикально-сверлильном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 18
1. Какое из перечисленных отклонений относится к отклонениям от правильной цилиндрической формы в поперечном сечении
А) овальность Б) бочкообразность
В) конусообразность
2. Каким символом на карте эскизов обозначают люнет
А) _ Б) ∆
В) V
3. Что означает Тi-1 в формуле для определения минимального припуска на механическую обработку деталей
А) высота неровностей Б) глубина дефектного слоя
В) пространственные отклонения
4. Какой из этапов проектирования технологического процесса производится раньше
А) определение режимов резания Б) установление маршрута обработки
В) выбор заготовки
5. Какой из перечисленных измерительных инструментов целесообразно использовать для контроля вала ø45h14 в условиях единичного производства
А) штангенциркуль ЩЦ I-125-0,1 Б) микрометр МК-75
В) калибр – скобу ø45h14
6. Какой из методов нормирования предусматривает выполнение расчётов по соответствующим нормативам
А) исследовательски – аналитическим методом Б) расчётно – аналитическим методом
В) опытно – статистическим методом
7. Показать условно установку короткой втулки на цанговой оправке с упором в торец
8.Определить допуск на диаметр ø100 стальной (М2) штампованной заготовки повышенной точности, сложности С1, массой 1 кг.
9. Определить основное время на черновое точение валика ø20 мм длиной 50 мм на токарном станке модели 16К20 проходным резцом, установленным на размер, с углом φ = 45. Припуск на сторону составляет 3 мм. Режимы резания: S = 0,5 мм/об, п = 125 об/мин, υ = 38 м/мин
10. Для операции, выполняемой на токарно-винторезном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 19
1. Чему равен коэффициент закрепления операций для среднесерийного производства
А) более 40 Б) от 20 до 30
В) от 10 до 20
2. При каком методе обработки достигается наибольший класс чистоты поверхности (наименьшая шероховатость)
А) чистовое точение Б) чистовое шлифование
В) притирка
3. Какой из методов литья позволяет получать заготовки наибольшей точности
А) в песчаные формы Б) под давлением
В) в кокиль
4. Соответствие конструкции машины (детали) требованиям минимальной трудоёмкости и материалоёмкости носит название
А) технологичность Б) экономичность
В) экономический эффект
5. Наименование технологической операции присваивается в зависимости от
А) применяемого оборудования Б) применяемого инструмента
В) специальности рабочего
6. По какой из формул определяют штучно-калькуляционное время выполнения операции
А) Т = L i/ Sм Б) Т = (Топ +Тоб +Тотл)/ g
В) Т = Тшт +Тпз/ n
7. Показать условно установку вала в 3-х кулачковом патроне с упором в торец
8. Определить допуск на диаметр отверстия ø50 чугунной отливки II класса точности с наибольшим размером 100 мм
9. Определить основное время на черновое фрезерование плоскости детали размером 500 х 50 мм на горизонтально-фрезерном станке модели 6Г83 цилиндрической фрезой ø75мм. Припуск под фрезерование составляет 4 мм. Режимы резания: Sм = 147 мм/мин, п = 61 об/мин, υ = 14,4 м/мин
10. Для операции, выполняемой на горизонтально – фрезерном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 20
1. Условное обозначение допуска расположения расшифровывается как
А) отклонение от круглости Б) отклонение от цилиндричности
В) допуск соосности
2. Какая из технологических баз лишает деталь 3-х степеней свободы
А) установочная Б) направляющая
В) опорная
3. По какой из формул определяется значение минимального промежуточного припуска на обработку плоской поверхности
А) Z i min =Rzi.1 + Ti.1 + pi.1+ Е yi Б) 2 Z i min = 2(Rzi.1 + T i -1 + р i -1 + Е yi)
В) 2 Z i min = 2 (Rzi-1+ Ti-1+);
4. Какой из видов технологических процессов имеет наибольшую детализацию ( наиболее подробно отражает процесс изготовления детали)
А) маршрутный Б) маршрутно-операционный
В) операционный
5. Какой из перечисленных измерительных инструментов целесообразно использовать для контроля отверстия ø20 Н7 в условиях среднесерийного производства
А) штангенциркуль ЩЦ I-125-0,1 Б) калибр – пробку ø20 Н7
В) микрометр МК- 50
6. Какой из методов нормирования даёт наиболее точный результат
А) исследовательски – аналитическим методом Б) расчётно – аналитическим методом
В) опытно – статистическим методом
7. Показать условно установку вала в центрах ( переднем упорном и заднем вращающемся) с поводковым патроном
8.Определить допуск на длину 100 мм стальной (М1) штампованной заготовки нормальной точности, сложности С2, массой 0,5 кг.
9. Определить основное время на растачивание отверстия ø62 Н9 в заготовке длиной 85 мм с диаметром отверстия 60 мм на токарном станке модели 16К20 расточным резцом, установленным на размер, с углом φ = 60. Режимы резания: S = 0,19 мм/об, п = 530 об/мин, υ = 110 м/мин
10. Для операции, выполняемой на кругло-шлифовальном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 21
1. Какой из показателей характеризует массовое производство
А)годовой объём выпуска деталей Б) такт выпуска
В) количество деталей в партии
2. Как недостаточная жёсткость системы СПИД влияет на качество обрабатываемой поверхности
А) увеличивает шероховатость поверхности Б) уменьшает шероховатость поверхности
В) не влияет на качество поверхности
3. Какой из методов литья позволяет получать заготовки простой формы с плоской поверхностью
А) в землю Б) в оболочковые формы
В) центробежное
4. Коэффициент использования материала определяется как отношение
А) массы заготовки к массе детали Б) массы детали к массе стружки
В) массы детали к массе заготовки
5. Выбери правильный порядок нумерации последовательности выполнения технологических операций
А) 1,2,3,… Б) 005,010,015,………
В) 10,20,30,….
6. Формула Т = L i/ Sм используется для определения
А) основного (машинного) времени Б) вспомогательного времени
В) времени на обслуживание рабочего места
7. Показать условно установку короткой втулки на цанговой оправке с упором в торец
8. Определить допуск на диаметр отверстия ø75 отливки из алюминиевого сплава II класса точности, полученной методом литья по выплавляемым моделям
9. Определить основное время на сверление отверстия ø20Н12 во втулке длиной 50 мм на вертикально-сверлильном станке модели 2А150 сверлом с одинарной заточкой. Режимы резания: S = 0,4 мм/об, п = 250 об/мин, υ = 30 м/мин
10. Для операции, выполняемой на резьбо-фрезерном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 22
1. Какое из перечисленных отклонений относится к отклонениям от правильной цилиндрической формы в продольном сечении
А) конусообразность Б) овальность
В) огранка
2. Какая из технологических баз лишает деталь 2-х степеней свободы
А) установочная Б) направляющая
В) опорная
3. Что означает pi-1 в формуле для определения минимального припуска на механическую обработку деталей
А) высота неровностей Б) глубина дефектного слоя
В) пространственные отклонения
4. Какой из этапов проектирования технологического процесса производится раньше
А) определение режимов резания Б) установление маршрута обработки
В) выбор заготовки
5. Какой из перечисленных измерительных инструментов целесообразно использовать для контроля вала ø45h14 в условиях единичного производства
А) штангенциркуль ЩЦ I-125-0,1 Б) микрометр МК-75
В) калибр – скобу ø45h14
6. Фотография рабочего времени и хронометраж используются для установления норм времени
А) исследовательски – аналитическим методом Б) расчётно – аналитическим методом
В) опытно – статистическим методом
7. Показать условно установку вала в 3-х кулачковом патроне с упором в торец
8. Определить допуск на диаметр ø30 заготовки из проката обычной точности
9. Определить основное время на черновое точение валика ø20 мм длиной 50 мм на токарном станке модели 16К20 проходным резцом, установленным на размер, с углом φ = 45. Припуск на сторону составляет 3 мм. Режимы резания: S = 0,5 мм/об, п = 125 об/мин, υ = 38 м/мин
10. Для операции, выполняемой на вертикально-сверлильном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 23
1. Как располагают оборудование в цехе при единичном методе производства продукции
А) по ходу технологического процесса Б) по типам станков
В) оба варианта верны
2. Качественный метод оценки шероховатости поверхности предусматривает
А)сравнение поверхности с эталоном Б) измерение с помощью интерферометра
В) измерение с помощью двойного микроскопа
3. При каком значении КИМ (коэффициент использования материала) количество стружки, образующееся в результате механической обработки заготовки, минимально
А) =1 Б) > 1
В) < 1
4. Соответствие конструкции машины (детали) требованиям минимальной трудоёмкости и материалоёмкости носит название
А) технологичность Б) экономичность
В) экономический эффект
5. В каком документе содержится описание технологического процесса изготовления детали по всем операциям в технологической последовательности
А) ведомость оснастки Б) операционная карта механической обработки
В) маршрутная карта
6. Время на обслуживание рабочего места определяется как процент от
А) основного времени Б) вспомогательного времени
В) оперативного времени
7. Показать условно установку вала в центрах ( переднем упорном и заднем вращающемся) с поводковым патроном
8.Определить допуск на диаметр ø100 стальной (М2) штампованной заготовки повышенной точности, сложности С1, массой 1 кг.
9. Определить основное время на черновое фрезерование плоскости детали размером 500 х 50 мм на горизонтально-фрезерном станке модели 6Г83 цилиндрической фрезой ø75мм. Припуск под фрезерование составляет 4 мм. Режимы резания: Sм = 147 мм/мин, п = 61 об/мин, υ = 14,4 м/мин
10. Для операции, выполняемой на токарно-винторезном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 24
1. Условное обозначение допуска формы /О/ расшифровывается как
А) отклонение от круглости Б) отклонение от цилиндричности
В) допуск соосности
2. Принцип совмещения баз предусматривает совмещение
А) установочной и направляющей базы Б) измерительной и установочной базы
В) направляющей и измерительной базы
3. Припуски на механическую обработку расчётно-аналитическим методом
А) назначают по таблицам Б) рассчитывают по формулам
В) замеряют в процессе обработки
4. Какой из видов технологических процессов имеет наибольшую детализацию ( наиболее подробно отражает процесс изготовления детали)
А) маршрутный Б) маршрутно-операционный
В) операционный
5. Какой из перечисленных измерительных инструментов целесообразно использовать для контроля отверстия ø20 Н7 в условиях среднесерийного производства
А) штангенциркуль ЩЦ I-125-0,1 Б) калибр – пробку ø20 Н7
В) микрометр МК- 50
6. Какой из методов нормирования предусматривает выполнение расчётов по соответствующим нормативам
А) исследовательски – аналитическим методом Б) расчётно – аналитическим методом
В) опытно – статистическим методом
7. Показать условно установку короткой втулки на цанговой оправке с упором в торец
8. Определить допуск на диаметр отверстия ø50 чугунной отливки II класса точности с наибольшим размером 100 мм
9. Определить основное время на растачивание отверстия ø62 Н9 в заготовке длиной 85 мм с диаметром отверстия 60 мм на токарном станке модели 16К20 расточным резцом, установленным на размер, с углом φ = 60. Режимы резания: S = 0,19 мм/об, п = 530 об/мин, υ = 110 м/мин
10. Для операции, выполняемой на горизонтально – фрезерном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 25
1. Сколько режущих инструментов может применяться на одной технологической операции
А) один Б) сколько угодно
В) в зависимости от технических возможностей станка
2. При каком методе обработки достигается наибольший класс чистоты поверхности (наименьшая шероховатость)
А) чистовое точение Б) чистовое шлифование
В) притирка
3. Каким из методов можно получать заготовки из чугуна
А) литьё Б) штамповка
В) прокат
4. Коэффициент использования материала определяется как отношение
А) массы заготовки к массе детали Б) массы детали к массе стружки
В) массы детали к массе заготовки
5. При оформлении комплекта документации на технологический процесс механической обработки в операционной карте не указывают
А) содержание переходов Б) режимы резания
В) данные о квалификации исполнителя
6. По какой из формул определяют штучно-калькуляционное время выполнения операции
А) Т = L i/ Sм Б) Т = (Топ +Тоб +Тотл)/ g
В) Т = Тшт +Тпз/ n
7. Показать условно установку вала в 3-х кулачковом патроне с упором в торец
8.Определить допуск на длину 100 мм стальной (М1) штампованной заготовки нормальной точности, сложности С2, массой 0,5 кг.
9. Определить основное время на сверление отверстия ø20Н12 во втулке длиной 50 мм на вертикально-сверлильном станке модели 2А150 сверлом с одинарной заточкой. Режимы резания: S = 0,4 мм/об, п = 250 об/мин, υ = 30 м/мин
10. Для операции, выполняемой на кругло-шлифовальном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 26
1. При каком методе обработки достигается наибольшая точность
А) черновое точение Б) чистовое шлифование
В) притирка
2. Символ , проставляемый на карте эскизов, расшифровывается как
А) 3-х кулачковый патрон Б) поводковый патрон
В) люнет
3. Какой из методов определения припусков на механическую обработку даёт более объективный результат
А) опытно-статистический Б) расчётно-аналитический
В) табличный
4. Какой из этапов проектирования технологического процесса производится раньше
А) определение режимов резания Б) установление маршрута обработки
В) выбор заготовки
5. Какой из перечисленных измерительных инструментов целесообразно использовать для контроля вала ø45h14 в условиях единичного производства
А) штангенциркуль ЩЦ I-125-0,1 Б) микрометр МК-75
В) калибр – скобу ø45h14
6. Какой из методов нормирования даёт наиболее точный результат
А) исследовательски – аналитическим методом Б) расчётно – аналитическим методом
В) опытно – статистическим методом
7. Показать условно установку вала в центрах ( переднем упорном и заднем вращающемся) с поводковым патроном
8. Определить допуск на диаметр отверстия ø75 отливки из алюминиевого сплава II класса точности, полученной методом литья по выплавляемым моделям
9. Определить основное время на черновое точение валика ø20 мм длиной 50 мм на токарном станке модели 16К20 проходным резцом, установленным на размер, с углом φ = 45. Припуск на сторону составляет 3 мм. Режимы резания: S = 0,5 мм/об, п = 125 об/мин, υ = 38 м/мин
10. Для операции, выполняемой на резьбо-фрезерном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 27
1. Какой из показателей характеризует серийное производство
А) годовой объём выпуска деталей Б) такт выпуска
В) количество деталей в партии
2. Как недостаточная жёсткость системы СПИД влияет на качество обрабатываемой поверхности
А) увеличивает шероховатость поверхности Б) уменьшает шероховатость поверхности
В) не влияет на качество поверхности
3. Какой из методов литья позволяет получать заготовки наибольшей точности
А) в песчаные формы Б) под давлением
В) в кокиль
4. Соответствие конструкции машины (детали) требованиям минимальной трудоёмкости и материалоёмкости носит название
А) технологичность Б) экономичность
В) экономический эффект
5. Наименование технологической операции присваивается в зависимости от
А) применяемого оборудования Б) применяемого инструмента
В) специальности рабочего
6. Формула Т = L i/ Sм используется для определения
А) основного (машинного) времени Б) вспомогательного времени
В) времени на обслуживание рабочего места
7. Показать условно установку короткой втулки на цанговой оправке с упором в торец
8. Определить допуск на диаметр ø30 заготовки из проката обычной точности
9. Определить основное время на черновое фрезерование плоскости детали размером 500 х 50 мм на горизонтально-фрезерном станке модели 6Г83 цилиндрической фрезой ø75мм. Припуск под фрезерование составляет 4 мм. Режимы резания: Sм = 147 мм/мин, п = 61 об/мин, υ = 14,4 м/мин
10. Для операции, выполняемой на вертикально-сверлильном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 28
1. Какое из перечисленных отклонений относится к отклонениям от правильной цилиндрической формы в поперечном сечении
А) овальность Б) бочкообразность
В) конусообразность
2. Каким символом на карте эскизов обозначают люнет
А) _ Б) ∆
В) V
3. По какой из формул определяется значение минимального промежуточного припуска на обработку поверхностей вращения
А) Z i min =Rzi.1 + Ti.1 + pi.1+ Е yi Б) 2 Z i min = 2(Rzi.1 + T i -1 + р i -1 + Е yi)
В) 2 Z i min = 2 (Rzi-1+ Ti-1+);
4. Какой из видов технологических процессов имеет наибольшую детализацию ( наиболее подробно отражает процесс изготовления детали)
А) маршрутный Б) маршрутно-операционный
В) операционный
5. Какой из перечисленных измерительных инструментов целесообразно использовать для контроля отверстия ø20 Н7 в условиях среднесерийного производства
А) штангенциркуль ЩЦ I-125-0,1 Б) калибр – пробку ø20 Н7
В) микрометр МК- 50
6. Фотография рабочего времени и хронометраж используются для установления норм времени
А) исследовательски – аналитическим методом Б) расчётно – аналитическим методом
В) опытно – статистическим методом
7. Показать условно установку вала в 3-х кулачковом патроне с упором в торец
8.Определить допуск на диаметр ø100 стальной (М2) штампованной заготовки повышенной точности, сложности С1, массой 1 кг.
9. Определить основное время на растачивание отверстия ø62 Н9 в заготовке длиной 85 мм с диаметром отверстия 60 мм на токарном станке модели 16К20 расточным резцом, установленным на размер, с углом φ = 60. Режимы резания: S = 0,19 мм/об, п = 530 об/мин, υ = 110 м/мин
10. Для операции, выполняемой на токарно-винторезном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 29
1. Для какого производства коэффициент закрепления операций Кзо=1
А) единичное Б) серийное
В) массовое
2. Качественный метод оценки шероховатости поверхности предусматривает
А)сравнение поверхности с эталоном Б) измерение с помощью интерферометра
В) измерение с помощью двойного микроскопа
3. Какой из методов литья позволяет получать заготовки простой формы с плоской поверхностью
А) в землю Б) в оболочковые формы
В) центробежное
4. Коэффициент использования материала определяется как отношение
А) массы заготовки к массе детали Б) массы детали к массе стружки
В) массы детали к массе заготовки
5. Выбери правильный порядок нумерации последовательности выполнения технологических операций
А) 1,2,3,… Б) 005,010,015,………
В) 10,20,30,….
6. Время на обслуживание рабочего места определяется как процент от
А) основного времени Б) вспомогательного времени
В) оперативного времени
7. Показать условно установку вала в центрах ( переднем упорном и заднем вращающемся) с поводковым патроном
8. Определить допуск на диаметр отверстия ø50 чугунной отливки II класса точности с наибольшим размером 100 мм
9. Определить основное время на сверление отверстия ø20Н12 во втулке длиной 50 мм на вертикально-сверлильном станке модели 2А150 сверлом с одинарной заточкой. Режимы резания: S = 0,4 мм/об, п = 250 об/мин, υ = 30 м/мин
10. Для операции, выполняемой на горизонтально – фрезерном станке, присвоить №, наименование операции, сформулировать содержание перехода.
Тест по дисциплине «Технология машиностроения»
Вариант 30
1. Условное обозначение допуска расположения расшифровывается как
А) отклонение от круглости Б) отклонение от цилиндричности
В) допуск соосности
2. Какая из технологических баз лишает деталь 3-х степеней свободы
А) установочная Б) направляющая
В) опорная
3. Что означает Тi-1 в формуле для определения минимального припуска на механическую обработку деталей
А) высота неровностей Б) глубина дефектного слоя
В) пространственные отклонения
4. Какой из этапов проектирования технологического процесса производится раньше
А) определение режимов резания Б) установление маршрута обработки
В) выбор заготовки
5. Какой из перечисленных измерительных инструментов целесообразно использовать для контроля вала ø45h14 в условиях единичного производства
А) штангенциркуль ЩЦ I-125-0,1 Б) микрометр МК-75
В) калибр – скобу ø45h14
6. Какой из методов нормирования предусматривает выполнение расчётов по соответствующим нормативам
А) исследовательски – аналитическим методом Б) расчётно – аналитическим методом
В) опытно – статистическим методом
7. Показать условно установку короткой втулки на цанговой оправке с упором в торец
8.Определить допуск на длину 100 мм стальной (М1) штампованной заготовки нормальной точности, сложности С2, массой 0,5 кг.
9. Определить основное время на черновое точение валика ø20 мм длиной 50 мм на токарном станке модели 16К20 проходным резцом, установленным на размер, с углом φ = 45. Припуск на сторону составляет 3 мм. Режимы резания: S = 0,5 мм/об, п = 125 об/мин, υ = 38 м/мин
10. Для операции, выполняемой на кругло-шлифовальном станке, присвоить №, наименование операции, сформулировать содержание перехода.
КЛЮЧ К ТЕСТУ ПО дисциплине «ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ»
|
№ варианта |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
1. |
А |
В |
А |
В |
В |
В |
0,8 |
0,58 |
020 резьбофрезнрная 1.Фрезеровать резьбу 1 напроход. |
|
|
2. |
А |
Б |
Б |
В |
А |
Б |
1,1 |
0,9 |
020 вертикально-сверлильная 1.Сверлить 4 отв.1, выдерживая разм. 2. |
|
|
3. |
Б |
А |
Б |
А |
А |
А |
1,3 |
3,55 |
020 токарно-винторезная 1.Расточить отв.1, выдерживая разм. 2. |
|
|
4. |
Б |
Б |
В |
В |
Б |
А |
См.вариант 1 |
0,5 |
0,86 |
020 горизонтально-фрезерная 1.Фрезеровать уступ, выдерживая разм.1, 2. |
|
5. |
Б |
А |
А |
В |
Б |
В |
См.вариант 2 |
1,6 |
0,58 |
020 круглошлифовальная 1.Шлифовать канавку, выдерживая разм.1,2,3. |
|
6. |
В |
Б |
Б |
В |
А |
Б |
См.вариант 3 |
0,8 |
0,9 |
См.вариант 1 |
|
7. |
Б |
В |
А |
А |
В |
В |
См.вариант 1 |
1,1 |
3,55 |
См.вариант 2 |
|
8. |
А |
Б |
А |
В |
Б |
Б |
См.вариант 2 |
1,3 |
0,86 |
См.вариант 3 |
|
9. |
В |
А |
А |
В |
В |
А |
См.вариант 3 |
0,5 |
0,58 |
См.вариант 4 |
|
10. |
В |
А |
В |
В |
А |
А |
См.вариант 1 |
1,6 |
0,9 |
См.вариант 5 |
|
11. |
В |
А |
Б |
А |
А |
В |
См.вариант 2 |
0,8 |
3,55 |
См.вариант 1 |
|
12. |
А |
Б |
Б |
В |
Б |
Б |
См.вариант 3 |
1,1 |
0,86 |
См.вариант 2 |
|
13. |
В |
В |
А |
В |
Б |
В |
См.вариант 1 |
1,3 |
0,58 |
См.вариант 3 |
|
14. |
Б |
Б |
Б |
В |
А |
Б |
См.вариант 2 |
0,5 |
0,9 |
См.вариант 4 |
|
15. |
А |
А |
А |
А |
В |
А |
См.вариант 3 |
1,6 |
3,55 |
См.вариант 5 |
|
16. |
В |
Б |
В |
В |
Б |
А |
См.вариант 1 |
0,8 |
0,86 |
См.вариант 1 |
|
17. |
А |
А |
А |
В |
В |
В |
См.вариант 2 |
1,1 |
0,58 |
См.вариант 2 |
|
18. |
А |
Б |
Б |
В |
А |
Б |
См.вариант 3 |
1,3 |
0,9 |
См.вариант 3 |
|
19. |
Б |
В |
Б |
А |
А |
В |
См.вариант 1 |
0,5 |
3,55 |
См.вариант 4 |
|
20. |
В |
А |
А |
В |
Б |
Б |
См.вариант 2 |
1,6 |
0,86 |
См.вариант 5 |
|
21. |
Б |
А |
А |
В |
Б |
А |
См.вариант 3 |
0,8 |
0,58 |
См.вариант 1 |
|
22. |
А |
Б |
В |
В |
А |
А |
См.вариант 1 |
1,1 |
0,9 |
См.вариант 2 |
|
23. |
Б |
А |
А |
А |
В |
В |
См.вариант 2 |
1,3 |
3,55 |
См.вариант 3 |
|
24. |
Б |
Б |
Б |
В |
Б |
Б |
См.вариант 3 |
0,5 |
0,86 |
См.вариант 4 |
|
25. |
В |
В |
А |
В |
В |
В |
См.вариант 1 |
1,6 |
0,58 |
См.вариант 5 |
|
26. |
В |
Б |
Б |
В |
А |
Б |
См.вариант 2 |
0,8 |
0,9 |
См.вариант 1 |
|
27. |
В |
А |
Б |
А |
А |
А |
См.вариант 3 |
1,1 |
3,55 |
См.вариант 2 |
|
28. |
А |
Б |
В |
В |
Б |
А |
См.вариант 1 |
1,3 |
0,86 |
См.вариант 3 |
|
29. |
В |
А |
А |
В |
Б |
В |
См.вариант 2 |
0,5 |
0,58 |
См.вариант 4 |
|
30. |
В |
А |
Б |
В |
А |
Б |
См.вариант 3 |
1,6 |
0,9 |
См.вариант 5 |
Каждый верный ответ оценивается в 0,5 балла
Экзаменационные вопросы
ОП8 Технология машиностроения
Раздел 1. Основы технологии машиностроения
Тема 1.1. Технологические процессы машиностроительного производства
1. Производство машиностроительного завода, получение заготовок, обработка заготовок, сборка. Типы машиностроительного производства, характеристики по технологическим, производственным и экономическим признакам.
2. Структура технологического процесса обработки детали. Технологическая операция и ее элементы: технологический переход, вспомогательный переход, рабочий ход, позиция, установка.
Понятие точности. Методы оценки погрешности обработки.
.
3. Производственные и операционные партии, цикл технологической операции, такт, ритм выпуска изделия.
4. Факторы, определяющие точность обработки. Факторы, влияющие на точность обработки. Понятие об экономической и достижимой.
5. Качество поверхности, факторы, влияющие на качество. Параметры оценки шероховатости поверхности по ГОСТ. Методы и средства оценки шероховатости поверхности. Влияние качества поверхности на эксплуатационные характеристики деталей машин.
Тема 1.2. Способы получения заготовок
1. Основные схемы базирования. Рекомендации по выбору баз. Погрешность базирования и закрепления заготовки при обработке. Условное обозначение опор и зажимов на операционных эскизах.
2. Заготовки из металлов: литые заготовки, кованные и штампованные заготовки, заготовки из проката. Заготовки из неметаллических материалов.
3. Коэффициент использования заготовок. Влияние способа получения заготовок на технико-экономические показатели техпроцесса обработки. Предварительная обработка заготовок.
4. Припуски на обработку. Факторы, влияющие на размер припуска. Методика определения величины припуска: расчетно-аналитический, статистический, по таблицам.
5. Технологичность конструкции. Критерий технологичности конструкции детали, изделия.
6. Качественный и количественный методы оценки технологичности конструкции детали: коэффициент точности обработки, коэффициент шероховатости обработки, коэффициент унификации элементов детали.
Тема 1.3. Разработка технологических процессов
1. Классификация технологических процессов по ГОСТ 3.1109-82. Исходная информация для проектирования технологического процесса обработки детали, понятие о технологической дисциплине
.
2. Последовательность проектирования техпроцесса, вспомогательные и контрольные операции.3. Особенности проектирования технологических процессов обработки на станках с ЧПУ
4. Оценка технико-экономической эффективности технологического процесса обработки. Расчеты расхода сырья, материалов, инструмента и энергии.5. Методы внедрения, производственной отладки технологических процессов, контроля за соблюдением технологической дисциплины.
6. Виды технологической документации. Правила оформления маршрутной карты техпроцесса. Правила оформления операционного эскиза. Правила оформления операционной карты механической обработки. Правила оформления карты контроля.
7. Системы автоматизированного проектирования технологических процессов (АСПР ТП)
Раздел 2. Основы технического нормирования
Тема 2.1. Затраты рабочего времени
-
Классификация трудовых процессов.
-
Структура затрат рабочего времени, норма времени и ее структура, рабочее время и его составляющие.
-
Формула для расчета штучного времени. Виды норм труда.
4. Классификация методов нормирования трудовых процессов. Аналитический метод и его разновидности. Опытно-статистический метод.
5. Особенности нормирования трудовых процессов: вспомогательных рабочих, ИТР, служащих.
6. Организация технико-нормативной работы на машиностроительном предприятии.2.
Тема 2.2. Нормирование трудовых процессов.
1. Основное (машинное) время и порядок его определения. Нормативы для технического нормирования.
2. Анализ формул для определения основного времени и факторы, влияющие на его производительность.
3. Методы определения нормативов основного времени на станочную операцию.
Раздел 3. Обработка основных поверхностей типовых деталей
Тема 3.1. Обработка наружных поверхностей
-
Обработки наружных поверхностей тел вращения (валов). Этапы обработки. Обработка на токарно-винторезных, токарно-револьверных станках, многошпиндельных токарных полуавтоматах.
-
Отделочные виды обработки: тонкое точение, притирка, суперфиниширование. Обработка давлением. Схемы технологических наладок.
-
Способы нарезания наружной и внутренней резьбы. «Вихревой» способ нарезания резьбы. Накатывание резьбы. Шлифование резьбы. Способы нарезания точных резьб. Схемы технологических наладок.
-
. Шлицевые соединения. Способы обработки наружных и внутренних шлицевых поверхностей.
-
Обработка плоских поверхностей на строгальных станках. Обработка плоских поверхностей фрезерованием. Протягивание и шлифование плоских поверхностей. Отделка плоских поверхностей. Схемы технологических наладок.
-
Обработка фасонных поверхностей фасонным режущим инструментом. Обработка фасонных поверхностей по копиру. Обработка фасонных поверхностей на станках с ЧПУ. Схемы технологических наладок
Тема 3.2. Обработка деталей
1. Технологичность конструкции корпусных деталей. Методы обработки. Обработка корпусов на агрегатных станках. Обработка корпусов на многооперационных станках с ПУ.
2. Схемы технологических наладок. Типовой техпроцесс обработки корпуса редуктора.
3. Обработка деталей давлением в холодном состоянии. Электрические методы обработки. Схемы технологических наладок
4. Технологические особенности обработки жаростойких сплавов. Способы обработки жаростойких сплавов..
5. Обработка отверстий на сверлильных и расточных станках. Протягивание и шлифование отверстий. Отделочные виды обработки отверстий. Обработка отверстий на сверлильных станках с ЧПУ. Схемы технологических наладок.
6. Предварительная обработок заготовок зубчатых колес. Методы нарезания зубьев: метод копирования и метод обкатки. Отделочные виды обработки зубьев. Типовой технологический процесс обработки зубчатого колеса «Вал». Схемы технологических наладок.
Тема 3.3. Оборудование для механической обработки заготовок
1. Кодирование информации для станков с ЧПУ. Виды программоносителей. Кодирование приспособлений, режущего инструмента для многооперационных станков.
2. Технологические особенности обработки деталей на автоматических линиях. Обработки деталей на автоматических линиях из агрегатных станков.
3. Классификация гибких производственных систем (ГПС). Системы и структуры ГПС. Технологическая гибкость ГПС. Технологические возможности ГПС. Обработки деталей на роторных автоматических линиях
Раздел 4. Сборка машин
Тема 4.1. Технологический процесс сборки
1. Сборочные процессы. Особенности сборки, как заключительного этапа изготовления изделия.
2. Сборочные размерные цепи. Методы сборки. Подготовка деталей к сборке.
3. Исходные данные для проектирования техпроцесса сборки. Базовые элементы сборки.
4. Технологический процесс сборки и его элементы. Разработка технологической схемы сборки изделия.
5. Особенности нормирования сборочных работ.
Тема 4.2. Сборка типовых сборочных единиц
1. Классификация сборочных соединений. Сборка узлов подшипника. Сборка зубчатых зацеплений. Сборка резьбовых соединений.
2. Инструмент, применяемый при сборке. Механизация и автоматизация сборки.
3. Технический контроль и испытание узлов и машин. Окраска и консервирование.
Ставлю 10/10
Все нравится, очень удобный сайт, помогает в учебе. Кроме этого, можно заработать самому, выставляя готовые учебные материалы на продажу здесь. Рейтинги и отзывы на преподавателей очень помогают сориентироваться в начале нового семестра. Спасибо за такую функцию. Ставлю максимальную оценку.
![]()
Отлично
Лучшая платформа для успешной сдачи сессии
Познакомился со СтудИзбой благодаря своему другу, очень нравится интерфейс, количество доступных файлов, цена, в общем, все прекрасно. Даже сам продаю какие-то свои работы.
![]()
Отлично
Студизба ван лав ❤
Очень офигенный сайт для студентов. Много полезных учебных материалов. Пользуюсь студизбой с октября 2021 года. Серьёзных нареканий нет. Хотелось бы, что бы ввели подписочную модель и сделали материалы дешевле 300 рублей в рамках подписки бесплатными.
![]()
Отлично
Отличный сайт
Лично меня всё устраивает — и покупка, и продажа; и цены, и возможность предпросмотра куска файла, и обилие бесплатных файлов (в подборках по авторам, читай, ВУЗам и факультетам). Есть определённые баги, но всё решаемо, да и администраторы реагируют в течение суток.
![]()
Отлично
Маленький отзыв о большом помощнике!
Студизба спасает в те моменты, когда сроки горят, а работ накопилось достаточно. Довольно удобный сайт с простой навигацией и огромным количеством материалов.
![]()
Хорошо
Студ. Изба как крупнейший сборник работ для студентов
Тут дофига бывает всего полезного. Печально, что бывают предметы по которым даже одного бесплатного решения нет, но это скорее вопрос к студентам. В остальном всё здорово.
![]()
Отлично
Спасательный островок
Если уже не успеваешь разобраться или застрял на каком-то задание поможет тебе быстро и недорого решить твою проблему.
![]()
Отлично
Всё и так отлично
Всё очень удобно. Особенно круто, что есть система бонусов и можно выводить остатки денег. Очень много качественных бесплатных файлов.
![]()
Отлично
Отзыв о системе «Студизба»
Отличная платформа для распространения работ, востребованных студентами. Хорошо налаженная и качественная работа сайта, огромная база заданий и аудитория.
![]()
Хорошо
Отличный помощник
Отличный сайт с кучей полезных файлов, позволяющий найти много методичек / учебников / отзывов о вузах и преподователях.
![]()
Отлично
Отлично помогает студентам в любой момент для решения трудных и незамедлительных задач
Хотелось бы больше конкретной информации о преподавателях. А так в принципе хороший сайт, всегда им пользуюсь и ни разу не было желания прекратить. Хороший сайт для помощи студентам, удобный и приятный интерфейс. Из недостатков можно выделить только отсутствия небольшого количества файлов.
![]()
Отлично
Спасибо за шикарный сайт
Великолепный сайт на котором студент за не большие деньги может найти помощь с дз, проектами курсовыми, лабораторными, а также узнать отзывы на преподавателей и бесплатно скачать пособия.
![]()
Отлично
Выберите два правильных варианта ответа
Укажите отклонение формы, указанное на эскизе детали. Выберите один верный вариант ответа

Выберите один правильный вариант ответа
Укажите составляющую штучно-калькуляционного времени, которая сокращается при показанной на рисунке схеме обработки. Выберите один верный вариант ответа

Выберите один правильный вариант ответа
К какой системе государственных стандартов относятся стандарты по технологичности?
Выберите один правильный вариант ответа
Оцените годность детали, если при обработке наружной цилиндрической поверхности Ø100-0,2 фактический размер после измерения составил Ø100,1. Выберите один верный вариант ответа
Выберите один правильный вариант ответа
Для какого объекта, согласно государственным стандартам, можно оценить технологичность?
Выберите один правильный вариант ответа
Укажите документ, который является обязательными при операционном описании технологического процесса. Выберите один верный вариант ответа
Выберите один правильный вариант ответа
Выберите способ контроля диаметра отверстия 20Н7 в условиях крупносерийного производства. Выберите один верный вариант ответа
Выберите один правильный вариант ответа
Укажите основной узел токарного станка, предназначенный для крепления резцов при обработке деталей. Выберите один верный вариант ответа
Выберите один правильный вариант ответа
Укажите максимальную массу отливки, полученной литьем под давлением. Выберите один верный вариант ответа
Выберите два правильных варианта ответа